Kuidas teha gaseeritud betooni?

Gaseeritud betoon on üks rakubetooni liike, millel on kõrged tehnilised omadused, samas kui selle hind on väga eelarveline. Seda ehitusmaterjali saab hõlpsasti iseseisvalt spetsiaalse varustuse abil valmistada.
Tootmine
Gaseeritud betooni iseseisev tootmine võib olla abiks mitte ainult madala kõrgusega individuaalehituses, vaid annab ka võimaluse avada oma ettevõte.
Need ehitusplokid on väga populaarsed, kuna neil on järgmised omadused:
- madal tihedus, mis on peaaegu viis korda väiksem kui klassikalisel betoonil ja kolm korda väiksem kui tellisel;
- veeimavus on umbes 20%;
- soojusjuhtivus on 0,1 W/m3;
- talub rohkem kui 75 sulatus- / külmutamistsüklit (ja see on 2 korda kõrgem kui tellise indeks);
- kõrge survetugevus võimaldab ehitada kahe- ja kolmekorruselisi maju;

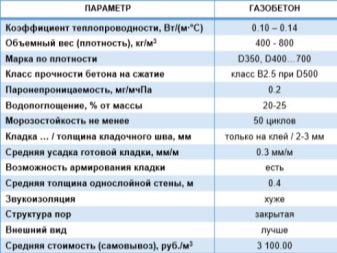
- suurepärane heliisolatsioon tänu poorsele struktuurile;
- kõrge tulekindluse klass;
- materjaliga on lihtne töötada - saagimine, naelte löömine;
- ohutu nii inimestele kui ka keskkonnale, kuna koostises ei ole kahjulikke komponente;
- on võimalik luua monoliitne valatud struktuur poorbetoonplokkide baasil.
Isegi algaja oskab ehitada gaasiplokke. Iseseisva töö kogu kasu seisneb kõrges tootlikkuses, lihtsas tootmisskeemis, taskukohastes ja odavates mördimaterjalides ning tulemuseks on väga korraliku kvaliteediga ja suurepäraste tehniliste omadustega ehitusmaterjal.



Seadmed ja tehnoloogia
Gaseeritud betoonplokkide tootmise liini tüübi jaoks on mitu võimalust sõltuvalt mahtudest ja paigutustingimustest.
- Statsionaarsed liinid. Tootma 10-50 m3 plokke päevas. Selliste seadmete tööks on vaja 1-2 töötajat.
- Liinid konveieri tüübi järgi. Nad toodavad umbes 150 m3 päevas, mis tagab regulaarsed suured tootmismahud.
- Mobiilipaigaldised. Neid kasutatakse gaseeritud betoonplokkide iseseisvaks tootmiseks kõikjal, sealhulgas otse ehitusplatsil.
- Mini jooned. See on automatiseeritud kompleks kuni 15 m3 poorbetoonplokkide tootmiseks päevas. Installatsioon ise võtab enda alla umbes 150 m2. Liini tööks on vaja 3 inimest.
- Mini taim. See liin on võimeline tootma kuni 25m3 gaasiplokke. See nõuab ka 3 töötaja tööjõudu.





Statsionaarseid seadmeid peetakse kõige kasumlikumaks ja usaldusväärsemaks, kuna kõik keerulised etapid on siin automatiseeritud ja käsitsi tööd pole pidevalt vaja. Nendel liinidel kasutatakse mobiilset segistit, spetsiaalset kompleksi lahuse valmistamiseks ja säilitamiseks, vee soojendamist ja konveieri komponentide jaoturisse tarnimiseks. Statsionaarsed liinid on tootlikud (kuni 60 m3 valmis plokke päevas), kuid nõuavad paigaldamiseks suuri pindasid (umbes 500 m2) ja on väga kallid.
Nende liinide tootjate hinnad Venemaal algavad 900 tuhandest rublast.rubla, samas kui välismaised seadmed maksavad veelgi rohkem.
Konveieriliinid rakendavad põhimõtteliselt teistsugust tootmismudelit - poorbetooni dosaator ja segisti ei liigu, liiguvad ainult vormid. Protsess on täiesti autonoomne, kuid kõrge tootmiskiiruse tõttu on sellist protsessi üksinda keeruline ülal pidada - selleks on vaja 4-6 inimest. See asub 600 m2 suurusel alal, selle maksumus algab 3 000 000 rublast. See valik sobib neile, kes plaanivad toota plokke nende edasiseks müügiks.


Mobiilliinid on parim võimalus individuaalseks ehituseks mõeldud plokkide iseseisvaks tootmiseks. Peamine eelis on seadmete kompaktsus, masin võtab vaid 2x2 m2. Seda saab paigutada mis tahes mugavasse kohta: ehitusplatsil, garaažis ja isegi kodus. Liin koosneb kompaktsest segistist, kompressorist ja ühendusmuhvist, mis võimaldab täita mitut vormi korraga. Seadmeid juhib üks inimene. Mobiilseadmete hinnad ei ületa 60 tuhat rubla ja tarbivad suhteliselt vähe elektrit.


Miniliinid võivad olla statsionaarsed ja konveiertüüpi. Selliseid tehaseid toodavad Venemaa ettevõtted Inntekhgroup, Kirovstroyindustriya ja Altaistroymash. Erinevate tootjate varustus võib veidi erineda, kuid põhikomponendid (segisti, plokilõikepink ja vormid) on saadaval kõikidele mudelitele. Nende pindala on 10 kuni 150 m2. Samuti on vaja korraldada eraldi koht gaasiplokkide kuivatamiseks. Minitehased toimivad sageli stardiplatvormina neile, kes otsustavad toota ja müüa poorbetoonplokke.Enamik selle seadme kodumaiseid tootjaid ei komplekteeri seda autoklaavidega. Kuid algstaadiumis saate ilma selleta hakkama. See võimaldab oluliselt vähendada plokkide kuivamisaega ja suurendada tehase igapäevast toodangut.


Kuidas kodus teha?
Gaseeritud betoonplokkide tootmine oma kätega on väga tulus mitte ainult individuaalsete vajaduste jaoks, vaid ka väikeettevõtte müügiks ja korraldamiseks. Selle ehitusmaterjali valmistamiseks kasutatavaid tooraineid ja tööriistu saab osta käsitsi, spetsialiseeritud kauplustes või otse tootjalt.
Mõned käsitöölised valmistavad klotside jaoks ise vorme, mis säästab nende ostu.
Gaseeritud betooni valmistamiseks on kaks võimalust: autoklaaviga ja ilma. Esimene võimalus hõlmab spetsiaalse varustuse ostmist, milles gaseeritud betoonplokke "küpsetatakse" kõrge rõhu ja temperatuuri all. Selle mõju tõttu tekivad betooni pooridesse väikseimad gaasimullid, mis parandavad saadud materjali tehnilisi omadusi. Sellistel plokkidel on suurem tugevus ja kasutusiga. Kuid see meetod ei sobi koduseks kasutamiseks, kuna autoklaav pole odav, ja ka seetõttu, et tehnoloogiat on keeruline iseseisvalt õigesti korraldada.


Seetõttu sobib teine meetod plokkide valmistamiseks oma kätega, ilma autoklaaviseadmeid kasutamata. Selle valiku korral toimub poorbetooni kuivatamine looduslikes tingimustes. Sellised plokid on tugevuse ja mõne muu omaduse poolest autoklaaviplokkidest veidi halvemad, kuid sobivad üsna hästi individuaalseks ehitamiseks.
Gaseeritud betoonitehase iseseisvaks paigaldamiseks on vaja järgmisi tööriistu:
- Betoonisegu vormid;
- betoonisegisti mördi valmistamiseks;
- labidas;
- metallist nöör.
Samuti saate osta spetsiaalseid seadmeid, mis iseseisvalt doseerivad ja valmistavad segu - see kiirendab oluliselt materjali tootmisprotsessi.



Gaseeritud betoonplokkide iseseisva tootmise tehnoloogial on kolm kohustuslikku etappi.
- Kuivate koostisosade doseerimine ja segamine vajalikus vahekorras. Selles etapis on oluline täpselt järgida valitud annust, kuna komponentide vahekorra muutmisel on võimalik saada erinevate tehniliste omadustega betooni.
- Lisage vesi ja segage lahust kuni homogeensuseni. Selles etapis peaksid segus moodustunud poorid olema ühtlaselt jaotunud, seetõttu on soovitatav kasutada betoonisegisti.
- Vormide täitmine. Spetsiaalsed sektsioonid täidetakse lahusega vaid poolenisti, kuna esimestel tundidel jätkub gaasimullide aktiivne moodustumine ja segu maht suureneb.
Lisaks lõigatakse 5-6 tundi pärast vormide täitmist plokkidelt metallnööriga liigne segu. Seejärel seisavad klotsid vormides veel 12 tundi. Võite need jätta ehitusplatsile või siseruumidesse. Pärast eelkõvenemist saab plokid konteineritest välja võtta ja lasta mitu päeva kuivada, enne kui need ladustamiseks ladustada.
Poorbetoon saavutab lõpliku tugevuse 27-28 päeva pärast tootmist.




Vormid ja komponendid
Oluline samm betoonplokkide iseseisval tootmisel on sobivate vormide valik.
Gaseeritud betooni valamise mahutid võivad olla järgmised.
- Kokkupandav. Küljed saate eemaldada ploki tahkumise mis tahes etapis. Need struktuurid nõuavad täiendavat füüsilist jõudu.
- Kork. Täielikult eemaldatud mehhaniseeritud süsteemide abil.


Vormid võivad olla valmistatud erinevatest materjalidest: metallist, plastikust ja puidust. Kõige nõutumad on metallmahutid, kuna need eristuvad vastupidavuse ja tugevuse poolest. Neid toodetakse kahte tüüpi sõltuvalt mahust (0,43 ja 0,72 m3). Ükskõik milline retsept plokkide valmistamiseks valitakse, on vajalikud toorained samad.
Gaseeritud betooni tootmise komponendid on järgmised:
- vesi (kulu 250-300 l m3 kohta);
- tsement (kulu 260-320 kg m3 kohta);
- liiv (kulu 250-350 kg m3 kohta);
- modifikaator (2-3 kg m3 kohta).
Plokkide tootmiseks on toorainele kehtestatud teatud nõuded. Vesi peaks olema keskmise karedusega ja minimaalse soolsusindeksiga. Segu jaoks mõeldud tsement peab vastama GOST-ile. Eelistada tuleks portlandtsemendi klasse M400 ja M500. Täiteainena ei saa toimida mitte ainult jõe- või mereliiv, vaid ka tuhk, jäätmeräbu, dolomiidijahu, lubjakivi. Kui kasutatakse liiva, ei tohiks see sisaldada orgaanilisi lisandeid, suures koguses muda ja savi. Mida väiksem on täiteaine fraktsioon, seda siledam on plokkide pind. Modifikaatorina võib poorbetooni küpsemise kiirendamiseks toimida kips-alabaster, kaltsiumkloriid ja vedel klaas.

Betoonplokkide isetegemine on pikk, kuid mitte väga keeruline protsess, mis vähendab oluliselt ehitusmaterjalide maksumust. Proportsioonidest ja tootmistehnoloogiast lähtudes ei ole poorbetoonplokid oma jõudluses praktiliselt halvemad kui tehaseplokid ja neid saab ohutult kasutada madala kõrgusega ehituses.
Vaadake järgmist videot, kuidas miniliinil gaasbetooni toodetakse.













Kommentaari saatmine õnnestus.