Kõik rebisaagide kohta

Sae peetakse tööks kõige tõhusamaks, kui see on varustatud saelehega. Lõike enda kvaliteet, töö kiirus, aga ka tagasilükatud elementide osakaal ja jäätmete olemasolu sõltuvad suuresti selle ringi õigest valikust. Sõltuvalt selle seadme omadustest eristatakse piki- ja põikisuunalist saagimist.
saagimise tüübid
Saag on suure hulga teradega lõiketeras, mis on võimeline töötama suletud lõikes. Lõige on üsna kitsas vahe, mis tekib puidus tööriista teravate hammastega laastude lõikamisel. Tavaliselt eristatakse lõikest külgseinu ja ka põhja, tera suhtleb nendega. Sõltuvalt kaldenurgast ja sae asukohast puidu suhtes eristatakse mitut tüüpi saagimist.
- Pikisuunaline. Sel juhul on tasapind puidukiududega paralleelne või ligikaudu paralleelne. Selle mehhanismi järgi toimivad nii saeraamid kui ka palgi saagimiseks kasutatavad lint- ja ketassaed, aga ka talad laudadeks, kui materjali lõigatakse pikisuunas nii pikkuses kui laiuses.
- Põiksuunaline. Siin on saag kiududega risti või ligikaudu risti. Sel juhul toimub saagimine käsitsi ristsaagide ja rauasaagide abil, samuti trimmismasinatel. Seda puidukiudude töötlemise meetodit kasutatakse ümarate toorikute lõikamiseks, puiduvigade eemaldamiseks ning ka saematerjalile vajaliku kvaliteedi ja mõõtmete andmiseks.
- Segatud. Sel juhul võib tööriista tasapind olla puidu suhtes vahemikus 10 kuni 80 kraadi.



Rääkides sellest, milline saagimismeetod on parem, tuleb märkida, et ristsaagi peetakse lihtsustatumaks, kuna sellel skeemil pole keerulist käigukasti, mis on vajalik telje 90-kraadiseks pööramiseks, käigud toimivad tänu sellele palju tõhusamalt. Sellega on ristsaed vastupidavamad, mootori hoonest väljatulemise oht on palju väiksem ja tööriist kestab üldiselt kauem.
Samas tuleb mõista, et teatud tüüpi töid ei saa teha muul viisil kui pikisuunaliselt. Seetõttu tasub pikemalt peatuda pikisuunalise saagimise põhiparameetritel.


Iseärasused
Ripsaagimine on saagimisprotsess, mis kulgeb paralleelselt puidu loomuliku teramustriga. Sel juhul kasutatakse ümmargusi kettaid, milles lõikurid on paigutatud kaldega, nende teravad servad lõikavad tõhusalt kiud, need hakkavad maha kooruma ja moodustavad saepuru. Sellise töötlemise käigus tekivad puitosa pinnale sageli ebakorrapärasused, aga ka sammal ja vaod - nende välimus on seletatav puu eluea jooksul tekkinud kiudude omadustega.
Saadud pinnaprofiili mõjutavad nii soone laienemise viis kui ka komplekti suurus ja hammaste kuju. Tavaliselt on viimased teritatud kolmnurgana, nii et saate sellise kettaga töötada ainult ühes suunas.

Saelehe disain
Õigete terade valimine on tõhusa rippimise jaoks hädavajalik. Märgitakse, et mida suuremad on hambad, seda lihtsam on selline saagimine (võrdluseks, põiklõigetega töötades toimivad suured hambad väga jämedalt ja rebivad sõna otseses mõttes puitu, mis viib laastudeni). Ka selliste hammaste vahelised õõnsused peavad olema võimalikult sügavad – sel juhul on laastu eemaldamine parem. Lõikamiseks on optimaalne hammaste arv 20-24 tk.
Kui peate oma töös teostama mõlemat tüüpi saagimist, siis on parem eelistada tööriista keskmise suurusega hammastega ringidel, milles on kokku 46–48 tükki.


Pikisuunaliste lõigetega töötamisel ei tohiks kasutada peenete hammastega kettaid, see on täis töökiiruse vähenemist, seadme märkimisväärset ülekuumenemist ja selliseid ebameeldivaid tagajärgi:
- saeleht hakkab hõõguma;
- saag läheb sageli lõikejoonest kõrvale;
- ülekuumenemise piirkondades hakkab materjal "paisuma" ja hõõrdumine suureneb märkimisväärselt;
- saag on deformeerunud ja näeb välja pigem propelleri kui lõikepinna moodi.
Kiire ülekuumenemise tõenäosuse vähendamiseks tehakse saelehte väikesed lõiked ja augud, mis toimivad temperatuuri kompensaatoritena. Tavaliselt asetatakse need servale piki raadiusi.



Mõnel mudelil on need osaliselt täidetud vaseühenditega, mis vähendab mürataset ja aitab kaasa mootori kiirele jahutamisele.Saerattad valatakse tavaliselt ühest metallist (neid nimetatakse monoliitseks) või koos jootmisega erinevatest kõvasulamitest. Igal variandil on oma plussid ja miinused.
- Monoliitne, reeglina muutuvad kiiresti tuhmiks, nii et neid tuleb teritada ja parandada. Kuid see protseduur on üsna lihtne ja tüsistusteta, nii et seda on täiesti võimalik kodus iseseisvalt läbi viia. Tavaliselt kasutatakse neid kettaid nii piki- kui ka põikisuunas saagimiseks. Selliste seadmete maksumus on üsna demokraatlik.
- Karbiid ringid on palju kallimad, samas on nende kasutusaeg kuni esimese teritamiseni pikem. Seda tööriista saab teritada ainult spetsiaalse seadmega. Sellele vaatamata on just need terad tarbijate seas nõudlikumad, kuna nende maksumus tasub end ära palju varem, kui tekib vajadus uuesti lihvimise järele. Karbiidkettad ei tööta hästi mitte ainult puidul, vaid ka materjalidel nagu metall, laminaat või pressitud plaadid.



Erilist tähelepanu tuleks pöörata pikisuunas kasutamiseks mõeldud elektrisaagide mitmetele parameetritele.
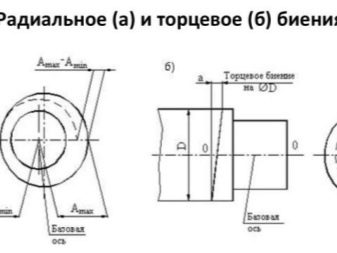
- Radiaalne või otsajooks. Eriti täpse töö puhul on üheks olulisemaks näitajaks ringi kõrvalekalle lõike põhitasapinnast. Kui esineb radiaalne või otsavool, võib see lõike selgust häirida. Optimaalne lubatud läbilaskvus on 0,15 mm ja kõrgeima kvaliteediga mudelite parameeter on 0,05 mm piires.
- Pidage meeles, et rebestuslõikeid ei tohiks teha saeteradega, neil on puiduosas erinev tera tee.Näiteks pendlitööriistade rattad on tavaliselt seatud negatiivse nurga alla – see vähendab mootori koormust ning tööservad lõikavad kiiremini ja lihtsamalt. Selle tulemusena suureneb efektiivsus võrreldes hammaste positiivse nurga all asuva kettaringiga. Kui sellist ketast segada mööda pendli trajektoori, lõikab saag lihtsalt kiududeks mitte kõige teravamate hammaste osadega. Kõik see toob kaasa mootori koormuse suurenemise, ülekuumenemise ja efektiivsuse vähenemise. Kui kasutada ümmarguse plaadi jaoks negatiivselt lihvitud hammastega kettaid, hakkab puit tõrjuma ja saepuru ei tule hästi välja - sel juhul on lõikamine palju aeglasem.

Valiku peensused
Ripssae tarvikuid on kõige parem osta spetsialiseeritud jaemüüjatelt. - erinevalt väikestest jaemüügipunktidest on siin tootega kaasas täielikud juhised ja kirjeldus kasutajatele ning müüjad omavad vajalikke teadmisi ja oskavad anda üksikasjalikku nõu. Lugege kindlasti plaadil olevat teavet. Tavaliselt näitavad need siin noolte abil lõikamise suunda (risti või mööda), samuti maksimaalset lõikekiirust pööretena ja hammaste kaldenurka. Tavaliselt tähistatakse negatiivset nurka kui neg ja positiivset kui pos. Nendele sümbolitele eelneb tavaliselt täht – see näitab kraadide suurust.
On vaja plaati visuaalselt kontrollida ja veenduda selle kvaliteedis. Pidage meeles, et näiteks tuhmi hambaid saab teritada, kuid kui keha osutub nõrgaks, pole seda defekti võimalik parandada.


Uurige kindlasti lihvimise kvaliteeti. Kui saeketas on hea, eralduvad lihvimisest tulenevad selgelt väljendunud ringid keskelt servadeni. Need näitavad, et pärast tembeldamist kalibreeriti selline ring tingimata, seejärel lihviti ja viidi kõige tõhusamasse tööseisundisse.
Kui ringid on odavad, siis tavaliselt neid täiendavalt ei viimistleta, maksimum saavutatakse kogu lehe lihvimisega. Laastudega vaik kleepub halvasti poleeritud pinnale, mis segab oluliselt tööd.
Kallimate mootorsaagide mudelite puhul kantakse pealdised laseriga, nii et märgistus säiliks kogu kasutusaja jooksul, mis on tööriista hilisemaks teritamiseks väga oluline.



Lisateavet leiate järgmisest videost.













Kommentaari saatmine õnnestus.