Juhtkruvide ülevaade

Juhtkruvide ülevaade on erinevate mehaaniliste süsteemide ja rakenduste jaoks väga oluline. Selliseid modifikatsioone on mutriga soode jaoks, trapetsikujuline tõstmiseks ja treipingi jaoks, kruustang, CNC-masinate ja muude tüüpide jaoks. Need erinevad fikseerimismeetodite poolest.


Milleks seda vaja on?
Juhtkruvi kasutatakse kõige sagedamini masinates, kus lõigatakse niidid. Selle pöörlemine muutub emamutri tõttu nihiku translatsiooniliseks liikumiseks. Keerdumiskiiruse, st etteande intensiivsuse kontrollimiseks kasutatakse spetsiaalset kasti. Juhtkruvid vajavad töötamiseks spetsiaalset mutrit. Kaasaegsed konstruktsioonid tagavad detailide liikumise täpselt määratletud täpsusega.
Mis puudutab soode juhtkruvisid, siis sel juhul on neil täiesti erinev roll - need on valatud sõukruvid. Selliste toodetega on varustatud päramootorid. Suurtel tarnijatel on selliseid varuosasid tavaliselt suured laos.
Olulist rolli mängivad ka kruustangu juhtkruvid. Kõik sellised osad on valmistatud kvaliteetsest terasest, neid muudetakse sageli treipinkide abil.

Te ei saa loota, et saate kodus juhtkruvi.Isegi kui saate osta ühe või teise treipingi mudeli, vajate ikkagi muid tööriistu, spetsiaalseid lõikureid, mis võimaldavad teil moodustada vajaliku suurusega ja tüüpi niite. Kruvi põhiülesanne on translatsiooni-sirgjoonelise liikumise säilitamine. Osade suurusel on oma piirangud, mille määrab kruustangide konstruktsioon. Kuid juhtkruvisid saab kasutada ka erinevat tüüpi CNC jaoks. Need detailid täidavad jällegi kõige olulisemat funktsiooni – liikumise ümberkujundamist.
Kaasaegsete masinate juhtkruvi võib erinevate konstruktsioonide poolest erineda. Omatehtud proovides kasutatakse mõnikord keermestatud naast. Täiuslikum variant on "kruvimutter". Mõnikord võtavad nad ka trapetsikujulise kruvi, kuid vaatamata suurenenud tugevusele on seda tüüpi sidemed üsna kallid ja seetõttu kasutatakse seda üha vähem. Juhtkruvi saab kasutada ka tõstemehhanismi osana. Samuti on sarnased komponendid ühised osad:
- keermeajam kruvipressis;
- muud tüüpi pressid;
- erinevate tööriistade söötmismehhanismid.


Tüübid ja omadused
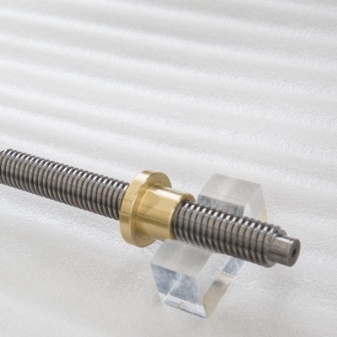
Juhtkruvide parameetrite kirjeldamist on asjakohane alustada sellest, et neid kasutatakse alati keerukama mehaanilise ahela lahutamatu osana. Mehhanismide üksikute osade liikumise täpsus sõltub nende kvaliteedist ja vastavusest vajalikele parameetritele. Kõige olulisem gradatsioonikriteerium on keermeosa. Enamasti kasutatakse trapetsikujulisi lõikeid. Selline lähenemine võimaldab saavutada palju suurema mehaanilise tugevuse kui muudel juhtudel.
Kui lisaks kasutatakse poolmutrit, on võimalik aksiaalseid vahesid hoolikalt reguleerida. Trapetsikujulise niidi ettevalmistamine ja lihvimine on üsna lihtne.Kuid mõnes olukorras on ristkülikukujuline niit atraktiivsem lahendus. See võimaldab minimeerida kruvi radiaalset väljajooksu, seega väheneb ka kõrvalekalle optimaalsest trajektoorist.
Eriti väärtuslik on selline esitus nendes tehnikaharudes, kus liigutuste täpsus on esikohal.

Trapetsikujuline riffing süsteem on tüüpiline libisevatele hammasratastele. Sellisel juhul on väikesed profiilinurgad väga kasulikud. Kõige sagedamini kasutatakse keskmist lõikamisetappi ning eriülesannete jaoks kasutatakse väikeseid ja suuri. Väike samm on soovitatav suhteliselt täpsete ja samal ajal aeglaste mehhanismide jaoks. Suur - juhtudel, kui on märkimisväärne koormus.
Kaasaegne tööpinkide tööstus kasutab üha enam "rullivaid kruvipaare". Eriti palju neist osadest kasutatakse programmijuhtimisega seadmetes. Sellisel juhul ühendatakse juhtkruvi mutriga. Nende selge paaristamise tagamiseks kasutatakse spetsiaalseid palle. Propellerpaar ei saa ise pidurdada; seda kasutatakse pöörleva löögi translatsiooniks ja vastupidiseks muutmiseks.


Klassikalist tüüpi kinnitusdetailides kasutatakse tavaliselt ühe algusega keerme. See kõik koosneb ühest spiraalist, pöörete vahelised intervallid on rangelt samad. Mutri pööramisel toimub nihe rangelt määratletud kaugusel. Mitme algusega niit moodustub kahest või enamast spiraalist. Endiselt järgitakse sama distantsi hoidmise põhimõtet, kuid iga spiraali keerdude vahe on suurem kui erinevatest spiraalidest pärit pöörete vahel.
Seadmete tehnilised omadused, millesse see paigaldatakse, sõltuvad riistvara materjalist ja mõõtmetest. Näiteks tungraua puhul on see indikaator kogu kandevõime. Pliikruvide valmistamiseks võib kasutada nitreeritud terase sorte:
- 40HFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Seal on sellised mõõtmed nagu:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (ja mõned muud võimalused).
Jätkates vestlust juhtkruvide millimeetrites väljendatud mõõtmete üle, tasub välja tuua mudelit TR30x6 (nagu nimigi ütleb, on sektsioon 30 ja keerme samm 6 mm). Toote kogupikkus on 3000 mm.
Samuti võite leida kujundusi, mille läbimõõt on:
- 160 mm;
- 20 mm;
- 8 mm (ja mõned muud väärtused).


Paigaldusmeetodid
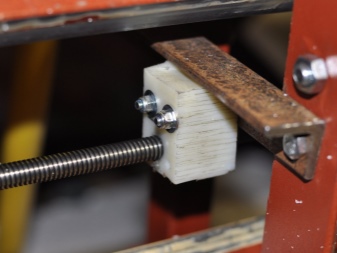
Mõnel juhul kasutatakse konstruktsiooni tugevdamiseks lihtsaid mudeli 61701 laagreid või nende täpseid analooge. Pingutamine tuleb teha ettevaatlikult, valides tihendid, et vältida ummistumist. Tihendite valmistamiseks kasutatakse autosonde. Trapetsikujuline kruvi kinnitatakse sobiva suurusega mutritega laagriklambrisse. Täpsem ja tõhusam lahendus on otsatöötlus.
Kuulkruvidega on sellist manipuleerimist väga raske teha - neil on kõvastunud pinnad. Tavalise kruvi tavalist metalli, eriti trapetsikujulise kuju tõttu, töödeldakse probleemideta. Rasketel juhtudel kasutatakse jooksvate kinnitusdetailide teleskoopkaitset. Tavaliselt tarnitakse see iga üksiku treipingi mudeli jaoks eraldi. Käigukastides aitavad juhtkruve kaitsta spetsiaalsed mansetid.


Selliste mansettide valmistamiseks kasutatakse hoolikalt valitud materjale, millel on suurem kulumiskindlus. Kui juhtkruvi arvutamine ja täpne töötlemine vajalike mõõtmeteni on keeruline, peate kasutama spetsiaalseid valmiskomplekte. Kinnitusdetailide iseseisva valmistamise korral peate valmistama ka vastava mutri.Treipingi puhul on vaja topeltmutrit, sest üksikut mutrit võib tootmisprotsessis või töö käigus tekkiv vahe kõvasti kahjustada.
Juhtkruvi masinale paigaldamisel tuleb auk teha järgneva pressimise tolerantsiga. Võlli saab asetada libistades. Jah, sellist taset (näiteks h6/L0) on isetehtud tingimustes üsna raske saavutada, kuid see on väga oluline.


Vastasel juhul tekib kvalifikatsiooni lahknevuse tõttu ebamõistlikult tugev tagasilöök ja masina täpsusele ei saa loota. Kodune pressimise protseduur on täiesti võimalik, kui kasutate veidi muudetud laagritõmbet.
Auk peab olema sile. Pinna parameetrid - mitte halvemad kui Ra 0,64. Seetõttu on garanteeritud, et ilma spetsialistide abita ei saa te hakkama. Mõnel juhul kasutatakse lisaks keermetihendit - see välistab lõdvenemise.
Kui lõigatud otsad on liiga "kitsad", peate mõlemale küljele panema kahekordse laagri või kandma kaela suuremal määral.

Järgmises videos ootab teid 16K20 treipingi juhtkruvi keerislõikamine.













Kommentaari saatmine õnnestus.