Kuidas pleksiklaasi töödelda?

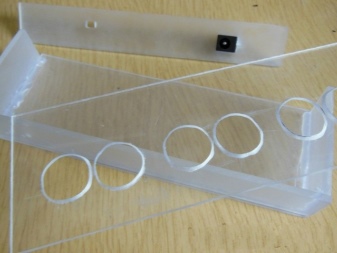
Väga sageli kuuleb küsimusi pleksiklaasi töötlemise, kodus puurimise kohta. Ka pleksiklaasiga tööl CNC masinatel on omad nüansid. Omaette teema on see, kuidas sellist auku täiendavalt töödelda. Kõik see võimaldab isegi algajatel meistritel paljusid vigu vältida.

Töötlemise tüübid
Enne kui räägite täpselt, kuidas saate kodus orgaanilist klaasi töödelda, peate tutvuma selliste protsesside peamiste tüüpidega. Kui me räägime üldiselt kõigist võimalikest valikutest, siis on loend järgmine:
- lõikamine;
- freesimine;
- lihvimine;
- pleksiklaasi töötlemine pimsskivi abil;
- tembeldamine;
- volti saamine;
- treimistööd.



Sellist materjali, olenemata konkreetsest sordist (see kehtib loomulikult ka akrüülklaasi ja polüvinüülkloriidist valmistatud klaasi kohta), tunnustatakse termoplastilise plasti tüübina. Temperatuuri tõustes, isegi kuni 150 kraadini, suureneb paratamatult deformatsioonide oht. Seetõttu peetakse orgaanilise klaasi puurimist palju keerulisemaks toiminguks kui poleerimist, freesimist või mõõtu lõikamist. Aukude korrektseks puurimiseks nii CNC-le kui ka käsitsi peate valima puuri hoolikalt suuruse järgi.
Tähelepanu tuleks pöörata puurimisseadme kaubamärgile.

Igal juhul tuleb arvestada, et orgaaniline klaas võrreldes tavalise klaasiga:
- kaks korda lihtsam;
- tugevam;
- talub lööke vankumatumalt;
- kaitseb optimaalselt kuumuse leviku eest;
- palju läbipaistvam.
Vaikimisi on akrüül kaetud isoleerkilega. Seda ei tohi katki teha. Selle materjaliga töötades tuleks seda pidevalt jälgida, et see ei kuumeneks ülemäära, mis saavutatakse tööriista ja töörežiimi valimisel. Kõiki tööriistu tuleb liigutada nii ettevaatlikult kui võimalik. Iga äkiline liigutus võib tundliku toote lõhkuda.


Tööreeglid
Pleksiklaasi saab lõigata isegi elementaarsete improviseeritud vahenditega. Sobib ka banaalne saag metalli jaoks. Tööstuslikes tingimustes kasutatakse mõnikord isegi spetsiaalseid lasereid. Kuid enamikul juhtudel püüavad nad ikkagi leida kompromissi tööriista täiuslikkuse ja selle maksumuse vahel. Seetõttu on praktikas tavaliselt vaja kasutada ketassaed, lintsaed ja freesid. Lintsaega on soovitatav töötada seal, kus selget sirget lõiget pole vaja (st vormimiseks eeltooriku hankimisel).
Vöömehhanismi väändekiirus on 700-800 m minutis. Kui on vaja saada selge ja sile kontuur, on soovitatav kasutada lõikureid. Ketasaagide abil saadakse täpsed sirged lõiked. Lõikejoon läheb väga selgelt.
Valakrüüli soovitatakse saagida karbiidiga tugevdatud hammastega; optimaalne pöörlemiskiirus 800–1200 m minutis.


Tööstustingimustes oleks pleksiklaasi parem töödelda kiirseadmetel. Kiire lõikamine ja madalad etteandekiirused annavad suurepärase servay.Ketaste ristlõige on 25 cm Kettad ise on valmistatud kiirsulamitest. Võib kasutada ka tavalist mustmetalli, kuid karbiidkomponentidega karastamise korral.
Laserlõikus on palju täpsem kui mehaaniliste tööriistade kasutamisel. Sellise töö jäätmeid on vähem. Kuid sel juhul kasvab toote sees olev pinge. Selliste pindade liimimine on väga ohtlik.
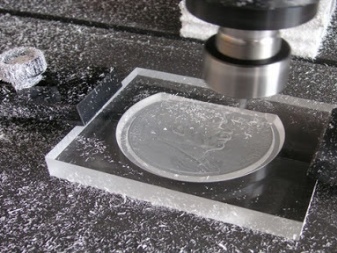
Pleksiklaasi saab puurida statsionaarse või mobiilse puurmasinaga. Puur peab olema valmistatud kiirsulamist. See on loodud maksimaalse jõudluse saavutamiseks. Mida sügavamale puurida, seda sagedamini peate külvikut tõstma. See võimaldab teil laastud välja tõmmata ja samal ajal vähendada materjali kuumenemist. Lõikeriistade jahutamine spetsiaalsete vedelike või suruõhuga aitab vähendada ohtlikke sisepingeid.


Graveerimiseks kasutatakse enamasti rippereid, mis asetatakse pantograafidele. Rippijad ise on varustatud erinevate profiilidega väikeste lõikuritega.
Rasketel juhtudel kasutatakse laserlõikamismasinaid. Graveeringu paremaks muutmiseks piira tala sügavust.
Karedat või deformeerunud pleksiklaasi saab lihvida märja smirgliga, mis on kaetud peente korundi teradega. Kui töötlemata lihvimine on lõppenud, töödeldakse pinda poleerimissegudega nagu VIAM, krookus. Tööd tehakse kas käsitsi või poleerimisseadmetel. Lõigatud servi ja matte pindu saab probleemideta poleerida mehaaniliselt teemantlõikuritega. Kumeratel lõigetel ja muudel rasketel juhtudel teostatakse kõrgtemperatuuriline tulepoleerimine.Peate töötama nii hoolikalt kui võimalik, puhastades hoolikalt töödeldud kihti; pingeid hoiab ära lõõmutamine, mis hõlbustab liimimist või värvimist.
Pleksiklaasi on vaja moodustada kolmes etapis:
- soojendama;
- tegelik vormimine;
- soojuse hajumine ja jahutamine.


Kasulikud näpunäited
Ekstrudeeritud orgaanilist klaasi saate liimida, kasutades:
- kile liim;
- polümeriseeritav liim;
- epoksü-, polüesterliimid.
Kaarjas sisselõige saadakse nikroomniidi või kuumaveeallika abil. Treimise osas on kõige praktilisem variant sama režiim, mis kiire lehtpuu puhul. Laastud on määravad järelduste tegemisel töö kvaliteedi kohta.

Puurimisel peaks õhukeste lehtede puhul puuri teraviku nurk olema maksimaalselt 60 kraadi, paksude toorikute puhul 70-90 kraadi.
Parem on pleksiklaasi painutada pärast põhjalikku kuumutamist vajalikus kohas; see saavutatakse jootekolbi, hoonefööni ja nende puudumisel kuuma metalltoru abil.
Ideaalsed harjutused:
- omama 17-kraadise tõusunurgaga soont;
- esinurga all teritatud 3-8 kraadi võrra;
- selja nurga all teritatud 0-4 kraadi võrra.
Kooniline puur võimaldab teil saada sama koonilise kujuga ava. Astmeline tööriist aitab juhtida silindrilisi kanaleid. Pikliku augu tegemiseks võetakse freespuur.



Tähtis: olenemata tüübist peab otsik olema ideaalses korras. Puurimist on vaja alustada minimaalse kiirusega, siis, kui ilmub sälk, lähevad nad keskmisele kiirusele.
Ainult materjali viimasel kolmandikul on mõtet võimalikult kiiresti puurida. Kuid isegi siis ei tohi unustada kiirust perioodiliselt miinimumini lähtestada.Olles leidnud pursked, puuritakse need mineraalkivipuuriga väikseimatel pööretel.
Tähtis: pleksiklaasi saate puurida puuriga, kuid te ei saa puurida kruvikeerajaga. Üle 10 mm ja üle 7 mm laiuseid auke soovitatakse töödelda statsionaarsetel veesoojuse eemaldamisega masinatel.
Kuidas pleksiklaasi lõigata, vaadake videot.













Kommentaari saatmine õnnestus.