Kuidas polüetüleeni jootma?

Üks tuntumaid polüetüleeni ühendamise viise on selle keevitamine. See meetod on kõige tõhusam ja populaarsem. Keevitamine on võimalik tänu polüetüleeni võimele temperatuuri mõjul muuta oma olekut tahkest vedelaks (termoplastilisus) ja materjali tugevust. Lehtpolüetüleeni (mida mõnikord nimetatakse tsellofaaniks, see on vale) keevitamine toimub 90 ° nurga all või otsast lõpuni.


Võimalused
Polüetüleeni üksikute elementide ühendamine toimub nende kuumutamisel paralleelse kokkusurumise abil sulamistemperatuurini. Kihid on joodetud, moodustades keevisõmbluse. Pärast jahutamist tuleb välja tugev ühes tükis ühendus.
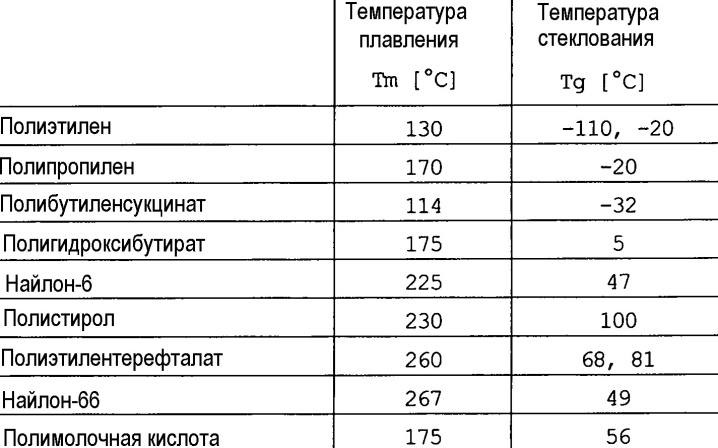
Oluline on teada! Polüetüleeni sulamistemperatuur sõltub selle paksusest (30 kuni 200 mikronit).
Kile kodus keevitamisel tuleb järgida tehnoloogilist režiimi. Usaldusväärse õmbluse saamine on üsna lihtne. Keevitustööde tegemisel tuleb järgida järgmisi nõudeid:
- ühendada tuleks ainult samade tehniliste parameetritega materjale, nende keemiline koostis ei tohiks erineda;
- pind tuleb puhastada mustusest ja lisanditest;
- vali õigesti temperatuurirežiim: mitte piisavalt kõrge keevitab materjali madala tugevusega; liiga kõrge - deformeerib liigest.


Korduskeevitamist ei tehta samadel servadel. Edasiseks tööks need lõigatakse. Enne protsessi alustamist on vaja korraldada töökoht ja materjal.
Selleks, et jooteõmblused oleksid võimalikult ühtlased ja silmapaistmatud, peate probleemile tõsiselt lähenema ja valima jootemeetodi, mis muutub teie jaoks mugavamaks ja taskukohasemaks.
Polüetüleeni keevitamiseks on kõige populaarsemad viisid.

Difusioonkeevitus
See on üks eriti tõhusaid meetodeid polüpropüleenist lehtede ühendamiseks. Seda meetodit kasutatakse spetsiaalselt varustatud keevitusseadmetega. Polüpropüleenlehtede keevitamiseks asetatakse seadmele 2 fragmenti ja kinnitatakse need. Linade otsad surutakse vastu elektrikerist. Hea tulemuse saamiseks tuleb lehti pikka aega kuumutada. Pärast optimaalse temperatuuri saavutamist surutakse lehed fiksaatoriga alla.
Keevitusseadmete abil moodustatud õmblus on väga tugev ja usaldusväärne.



Selle meetodi oluline tingimus on ruumi õhumasside puhtus ja madal niiskus.
See meetod sobib igasuguse laiusega lehtede jaoks ja võimaldab ühendada polüpropüleenist lehed rullides. Suurte mahtude puhul on difusioonliimimine hädavajalik.

Keevitamine ekstruuderiga
Lehtpolüetüleeni jootmise ekstrusioonimeetod põhineb sulapolümeerse täitematerjali (keevitamiseks mõeldud polüpropüleenist ümmargune 4 mm varras) surve all olevale keevitatud alale suunamisel. See meetod eeldab spetsiaalsete tööriistade olemasolu: ekstruuder. See seade on varustatud erinevate düüsidega, mis võimaldavad jootma väga keerulisi ja massiivseid konstruktsioone. Hea uudis on see, et seade on väike. Ekstruuder on varustatud automaatse kuumutatud õhu juurdevooluga, mis võimaldab pehmendada lehti ja vältida keevitamise käigus tekkinud defekte. See meetod eeldab töö efektiivsust, kuna kõrge temperatuuri (umbes 270 ° C) tõttu on materjali sisemiste kihtide deformatsioon tõenäoline.


Selle tehnoloogiaga pole spetsiaalset ruumi vaja ja keevitamine toimub seadme kompaktsuse tõttu otse töökohal.
Ekstruuderiga tehtud õmblus loetakse pärast keevitussõlme tugevuseks 2. Selle meetodi puuduseks on vajadus kombineerida identse struktuuri, klassi polüpropüleen, vastasel juhul tulevad liigendid nõrgad ja ebaühtlased.


kontaktkeevitus
See meetod on üks lihtsamaid ja ökonoomsemaid, selle abil saadakse kvaliteetne liigend. Põhimõte seisneb selles, et ühendatud polüetüleenist lehed kattuvad ja kuumutatakse kuuma õhuvoolu või kuuma kiilu abil sulamistemperatuurini. Kuum õhk tuleb kuumutada kehtestatud väärtusteni, mille juures polüetüleen hakkab sulama. Seejärel ühendatakse kilelehed spetsiaalsete surverullidega.
Kuuma kiilu sarnane tööpõhimõte - kütteelement. Kile kontaktkeevitamise tulemusena moodustub keevisõmblus, mis omandab 80–90% alusmaterjali tugevusest. Seetõttu saate seda tehnikat kasutades tugeva ühe- või kahekordse õmbluse.

Kasutatakse ka hoonefööniga sarnast seadet. See soojendab kilet kuuma õhuga ja sulatab selle.
Seade on kerge ja võimas. Seda on lihtne kaasas kanda, mis võimaldab sellega töötada erinevates tingimustes.


Kile keevitamine jootekolbiga
Kodus saate väikeste polüetüleeni fragmentide jootmiseks kile keevitada jootekolbiga. Tavalist 40–60 W majapidamises kasutatavat kütteseadet saab pärast otsa uuendamist kasutada polüetüleeni jootmiseks. Nõelakoht asendatakse tavaliselt alumiiniumist või vasest vardaga. Kontakttsoon on väike: kuni 2 mm. See on mugav, kui serva ümardamise raadius on olemas, kuna on tagatud tööriista mõõdetud liikumine.

Hästi teritatud ots muudab keevitusprotsessi lihtsamaks: materjali jootmine ja servade trimmimine toimub paralleelselt. Valmis ots kinnitatakse kruviga jootekolbi. Mõnikord ei jäeta töökindluse huvides nõela otsa ümaraks, see tasandatakse ja seejärel paigaldatakse lõikesse. Kodutehtud keevitusseadet kasutatakse riistvara väikeste partiide pakkimisel, luues ebastandardse pakendi. Sellega on väga lihtne teha puldile kesta, seadmele ümbris.
Kilekildude jootmine tavalise otsaga on ebamugav, kuna väga suur kontakttsoon moodustab ebatäpse vuugi koos longustega.

Esineb kuumutatud polüetüleeni kleepumist, palju põletusi, ühenduse usaldusväärsus pole garanteeritud.
Nõela lihtne versioon on 2-3 mm paksune alumiinium- või vaskplaat. Üks ots on fikseeritud jootekolbiga ja teine on ümardatud ja teritatud. See surutakse vastu kilet 35–45° nurga all. Jootekolvi asemel on võimalik kasutada läbipõlemisseadet.See loodi samal põhimõttel.

Varustus
Kodumaine tööstus toodab spetsiaalseid seadmeid polüetüleeni keevitamiseks. Kõige ligipääsetavam neist on elektriseade PP-40. See on väga sarnane jootekolviga, ainult selle ots näeb välja veidi erinev: see meenutab ebamääraselt jooksvat hobust. Selle seadme abil on võimalik teostada kvaliteetset keevitamist mis tahes otsesel või keerulisel kontuuril.
Jooteühenduste jaoks on sõlmed pikkusega 500 kuni 1000 mm. See seade on leidnud rakendust toodete ja tükkkaupadega täidetud kottide sulgemiseks. Seal on tööstusseadmed, mis on võimelised jootma 1100–2500 mm pikkusi õmblusi. Kõiki keevitusseadmeid iseloomustab lihtne disain, töökindlus, tugevad õmblused.

Ja ka kodus kile keevitamiseks saab kasutada spetsiaalset düüsi, mis kinnitatakse elektriraudale.
See element on valmistatud alumiiniumlehest. Otsaku põhi on sirge, allääres on ribid, mis on põhielemendiks. Seda tööriista kasutades on teil 2 keevitatud riba, mis on üksteisega paralleelsed.
Otsik kinnitatakse elektritriikraua talla külge spetsiaalsete kroonlehtedega, mis on painutatud seadmete aluse allaa. Düüsi servad kinnitatakse kile servade piiril üle asetatud paberi, mille järel tuleb seadet aeglaselt ja õrnalt üle liidese liigutada. Tulemuseks on topeltõmblus.

Töö etapid
Kile keevitamine hõlmab järgmisi samme:
- keevitatavate elementide pinna ettevalmistamine
- jootealade soojendamine;
- elementide keevitamine;
- keevisõmbluse jahutamine (keevitatud elemendid on rõhu all);
- keevitatud elementide vabastamine rõhust;
- keevisõmbluse töötlemine.

Kvaliteedi kontroll
Keevituskvaliteedi kontroll hõlmab:
- organisatsiooniline kontroll;
- töökontroll keevitustegevuse ajal;
- keevisliidete lühiajalise tugevuse testimine;
- keevisliidete ja katete terviklikkuse kontrollimine.
Keevitamisega peavad tegelema isikud, kes on läbinud ehitusäri plastikeevitajate koolitusprogrammi kursuse ja omavad vastavaid tunnistusi.


Kuidas kilet jootma, vt allpool.













Kommentaari saatmine õnnestus.