Keevitustraadi klassifikatsioon ja valik

Keevitustööd võivad olla nii automaatsed kui poolautomaatsed ning neid saab teostada mitmesuguste materjalidega. Selleks, et käimasoleva protsessi tulemus oleks edukas, on otstarbekas kasutada spetsiaalset keevitustraati.


Mis see on ja miks seda vaja on?
Keevitustraat on metallist niit, mis on enamasti keritud poolile. Selle elemendi määratlus viitab sellele, et see aitab peamiselt kaasa tugevamate õmbluste loomisele, millel puuduvad poorid ja ebakorrapärasused. Hõõgniidi kasutamine tagab tootmise nii minimaalse jäägikogusega kui ka vähese räbu tekkega.
Seade on fikseeritud sööturisse, mille järel juhe toimetatakse keevitustsooni kas automaat- või poolautomaatrežiimis. Põhimõtteliselt saab seda ka käsitsi sööta lihtsalt mähise rullimisega.
Täitematerjalile kehtivad nõuded mitte ainult kvaliteedi, vaid ka töödeldavate osade sobivuse osas.
Vaata ülevaadet
Keevitustraadi klassifitseerimine toimub sõltuvalt omadustest, omadustest ja täidetavatest ülesannetest.
Kokkuleppel
Lisaks üldotstarbelisele traadile on olemas ka eritingimustes keevitamiseks mõeldud sorte. Võimalusena metallniiti saab kasutada keevisõmbluse sundmoodustamisega protseduuriks, tööks vee all või vannitehnoloogiat kasutades. Nendel juhtudel peab traat olema kas spetsiaalse kattega või spetsiaalse keemilise koostisega.

Struktuuri järgi
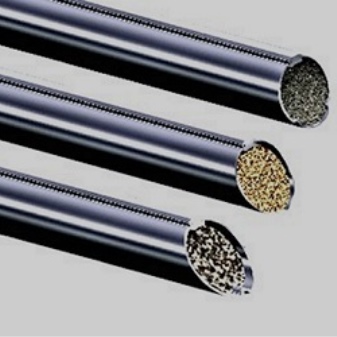
Traadi struktuuri järgi on tavaks eristada tahkeid, pulbrilisi ja aktiveeritud sorte. Täistraat näeb välja nagu kalibreeritud südamik, mis on kinnitatud mähistele või kassettidele. Võimalik on ka lahtrite ridadesse ladumine. Mõnikord muutuvad sellisele traadile alternatiiviks vardad ja teibid. Seda sorti kasutatakse automaatseks ja poolautomaatseks keevitamiseks.
Räbustiga traat näeb välja nagu räbustiga täidetud õõnes toru. Vastupidi, seda ei tohiks kasutada poolautomaatsetel masinatel, kuna niidi läbisurumine on keeruline. Pealegi ei tohiks rullide toime muuta ümmargust toru ovaalseks. Aktiveeritud kile on samuti kalibreeritud südamik, kuid sellele on lisatud räbustiga juhtmete jaoks kasutatavaid komponente. Näiteks võib see olla õhuke kiht.

Pinna tüübi järgi
Keevituskile võib olla vask- ja vaskta. Vasega kaetud hõõgniidid parandavad keevituskaare stabiilsust. See juhtub seetõttu, et vase omadused aitavad kaasa keevitustsooni paremale vooluvarustusele. Lisaks väheneb söödatakistus. Vasevaba traat on odavam, mis on selle peamine eelis.
Katmata niidil võib aga olla poleeritud pind, mis teeb sellest omamoodi vahelüli kahe peamise sordi vahel.

Koosseis
On oluline, et traadi keemiline koostis ühtiks töödeldavate materjalide koostisega. Sellepärast selles klassifikatsioonis on suur hulk täitekeerme liike: teras, pronks, titaan või isegi legeeritud, mis koosneb mitmest elemendist.

Legeerelementide arvu järgi
Jällegi, sõltuvalt legeerelementide hulgast, võib keevitustraat olla:
- madala legeeritud - alla 2,5%;
- keskmiselt legeeritud - 2,5% kuni 10%;
- väga legeeritud - üle 10%.
Mida rohkem on koostises legeeritud elemente, seda paremad on traadi omadused. Paraneb kuumakindlus, korrosioonikindlus ja muud näitajad.


Läbimõõdu järgi
Traadi läbimõõt valitakse sõltuvalt keevitatavate elementide paksusest. Mida väiksem on paksus, seda väiksem peaks olema läbimõõt. Sõltuvalt läbimõõdust määratakse ka keevitusvoolu parameeter. Seega, kui see indikaator on alla 200 amprit, on vaja ette valmistada keevitustraat läbimõõduga 0,6, 0,8 või 1 millimeeter. Voolu jaoks, mis ei ületa 200–350 amprit, sobib traat läbimõõduga 1 või 1,2 millimeetrit. Voolutugevusega 400–500 amprit on vaja läbimõõtu 1,2 ja 1,6 millimeetrit.
Kehtib ka reegel, et kaitsvas keskkonnas läbiviidava poolautomaatse protsessi jaoks sobib läbimõõt 0,3–1,6 mm. Keevituselektroodi loomiseks sobib läbimõõt vahemikus 1,6 kuni 12 millimeetrit.Kui traadi läbimõõt on 2, 3, 4, 5 või 6 mm, saab räbusti jaoks kasutada täitematerjali.


Märgistus
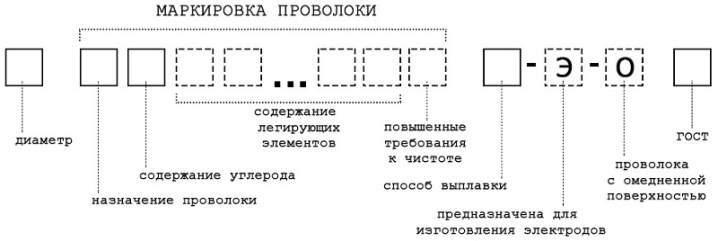
Keevitustraadi märgistus määratakse sõltuvalt keevitamist vajava materjali kvaliteedist, samuti töötingimustest. See on määratud vastavalt GOST-ile ja TU-le. Sest dekodeerimise mõistmiseks võite kaaluda juhtmebrändi Sv-06X19H9T näidet, mida kasutatakse sageli elektrikeevitamisel ja seetõttu on see väga populaarne. Tähekombinatsioon "Sv" näitab, et metallniit on ette nähtud ainult keevitamiseks.
Tähtede järel on süsinikusisaldust näitav number. Numbrid "06" tähendavad, et süsinikusisaldus on 0,06% täitematerjali kogumassist. Järgmisena näete, milliseid materjale traadi koostis sisaldab ja millises koguses. Sel juhul on see "X19" - 19% kroom, "H9" - 9% niklit ja "T" - titaan. Kuna titaani tähise kõrval numbrit pole, tähendab see, et selle kogus on alla 1%.
Populaarsed tootjad
Venemaal toodetakse üle 70 klassi täitetraati. Brändi Bars tooteid toodab Barsweld, mis tegutseb alates 2008. aastast. Valikus on roostevaba, vask, räbustiga, vask- ja alumiiniumtraadid. Täitematerjal on toodetud uuenduslike tehnoloogiate abil. Teine Venemaa metallkeermete tootja on InterPro LLC. Tootmine toimub Itaalia seadmetel, kasutades spetsiaalseid imporditud määrdeaineid.
Keevitustraati saab toota ka Venemaa ettevõtetes:
- OÜ "SvarStroyMontazh";
- Sudislavski keevitusmaterjalide tehas.


Hiina ettevõtted on täitematerjalide turul laialdaselt esindatud. Nende peamine eelis on keskmise hinna ja hea kvaliteedi kombinatsioon. Näiteks räägime Hiina ettevõttest Farina, mis toodab traati süsiniku ja madala legeeritud terasega töötamiseks. Teiste Hiina tootjate hulka kuuluvad ettevõtted:
- Deka;
- piisonid;
- AlfaMag;
- Yichen.


Kuidas valida?
Täitematerjali valimisel tuleb arvestada kahe põhireegliga. Nagu juba mainitud, on oluline, et traadi koostis oleks võimalikult sarnane keevitatavate osade koostisega. Näiteks mustade metallide ja vasesulamite puhul kasutatakse erinevaid variatsioone. Soovitatav on tagada, et kompositsioon oleks võimalusel väävli- ja fosforivaba, samuti rooste-, värvi- ja saasteainetevaba.
Teine reegel on seotud sulamistemperatuuriga: täitematerjali puhul peaks see olema veidi madalam kui töödeldavate detailide puhul. Kui traadi sulamistemperatuur on kõrgem, tekib osade läbipõlemine. Lisaks tasub jälgida, et traat leviks ühtlaselt ja saaks õmbluse täielikult täita. Täiteaine läbimõõt peab vastama keevitatava metalli paksusele.
Muide, traadi materjal peab ühtima juhtkanali materjaliga.

Kasutusnõuanded
Keevitustraadi ladustamine ei saa toimuda kõrge õhuniiskuse tingimustes. Originaalpakendis täitematerjali võib säilitada temperatuuril 17–27 kraadi, kui niiskustase on 60%. Kui temperatuurivahemik tõuseb 27-37 kraadini, siis maksimaalne suhteline õhuniiskus, vastupidi, langeb 50% -ni.Pakendist eemaldatud niite saab töökojas kasutada 14 päeva. Kuid traati tuleb kaitsta mustuse, tolmu ja õlitoodete eest. Kui keevitamine katkeb rohkem kui 8 tunniks, tuleb kassetid ja rullid kilekotiga kaitsta.
Lisaks nõuab täitematerjali kasutamine tarbimismäära esialgset arvutamist. Kõige mugavam on planeerida traadi kulu ühe meetri kohta täidetava vuugi kohta. Seda tehakse vastavalt valemile N \u003d G * K, kus:
- N on norm;
- G on meetri pikkuse valmis õmbluse pinnakatte mass;
- K on parandustegur, mis määratakse sõltuvalt ladestunud materjali massist keevitamiseks vajaliku metallikulu suhtes.


G arvutamiseks peate korrutama F, y ja L:
- F - ühenduse ristlõikepindala ruutmeetri kohta;
- y - vastutab traadi valmistamiseks kasutatud materjali tiheduse eest;
- L asemel kasutatakse numbrit 1, kuna tarbimismäär arvutatakse 1 meetri kohta.
Pärast N arvutamist tuleb indikaator korrutada K-ga:
- põhja keevitamisel K on 1;
- vertikaaliga - 1,1;
- osaliselt vertikaalse - 1,05;
- laega - 1,2.

Väärib märkimist, et mitte teha arvutusi valemi järgi, Internetist leiate keevitusmaterjalide tarbimise jaoks spetsiaalse kalkulaatori. Keevitustraadi etteandemehhanism koosneb reeglina elektrimootorist, käigukastist ja rullide süsteemist: etteanne ja rõhk. Saate seda ise teha või osta valmis seadme. See mehhanism vastutab täitematerjali transportimise eest keevitustsooni.
Samuti tuleb märkida, et atsetüleengaaskeevitustraat peab olema rooste- ega õlivaba. Sulamistemperatuur peab olema töödeldava materjali sulamistemperatuuriga võrdne või sellest madalam.
Kui sobiva koostisega keevitustraati pole võimalik leida, võib selle mõnel juhul asendada töödeldava materjaliga sama klassi materjali ribadega. Süsinikdioksiidiga keevitamisel kasutatavale metallniidile esitatavad nõuded on sarnased.


Järgmisest videost leiate 0,8 mm keevistraadi võrdleva testi.













Kommentaari saatmine õnnestus.