Sügavusmõõtur: mis see on? Seade ja tööpõhimõte

Paljud ehitus- ja tootmissektorid, nagu detailide tootmine ja töötlemine, freesimine, treimine, torutööd ja ehted, kasutavad ülitäpseid mõõteriistu. Üks neist on sügavusmõõtur.


Mis see on?
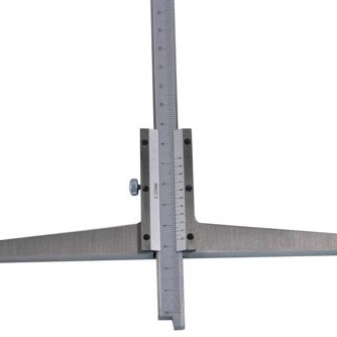
See seade on ülesehituselt sarnane tuntuma tööriistaga – nihikuga. Sellel on kitsam spetsialiseerumine kui viimane ja see on mõeldud ainult soonte, soonte ja servade lineaarseks mõõtmiseks ühes suunas - sügavuses. Sel põhjusel ei ole sügavusmõõturil käsnad.
Mõõtmine toimub mõõtevarda otsa sisestamisega soonde, mille sügavus on vaja kindlaks määrata. Pärast seda peaksite raami liigutama mööda riba põhiskaalat. Seejärel, kui raam on õiges asendis, peate määrama näidud ühel kolmest võimalikust viisist (vt allpool).


Seadmest näitude võtmiseks on 3 tüüpi vastavalt selle kolmele vastavale modifikatsioonile:
- noonuse järgi (Stangeni sügavusmõõturid tüüp ШГ);
- ringskaalal (SHGK);
- digitaalekraanil (SHGTS).
Vastavalt standardile GOST 162-90 võib kolme loetletud tüüpi seadmete mõõteulatus olla kuni 1000 mm.Levinud vahemikud on 0-160mm, 0-200mm, 0-250mm, 0-300mm, 0-400mm ja 0-630mm. Sügavusmõõturit ostes või tellides saate selle ulatuse teada vastava tavamärgistuse järgi. Näiteks mudel, mis mõõdab sügavust 0–160 mm ja näit ringskaalal, kannab nimetust ShGK-160.



Sõltuvalt seadme seadmest on olulised parameetrid, mida reguleerib ka GOST, järgmised.
- Vernieri lugemisväärtused (SHG tüüpi modifikatsioonide jaoks). Võib olla 0,05 või 0,10 mm.
- Ringskaala jagamise väärtus (SHK jaoks). Seadistatud väärtused on 0,02 ja 0,05 mm.
- Digitaalse lugemisseadme diskreetne samm (SHZ jaoks). Üldtunnustatud standard on 0,01 mm.
- Raami pikkuse mõõtmine. Mitte vähem kui 120 mm. Mudelite puhul, mille mõõtevahemik on kuni 630 mm või rohkem, on nõutav miinimum 175 mm.
GOST-i kehtestatud tehnilised tingimused määratlevad selle instrumendi täpsusstandardid. Nooneeriga seadmete puhul jääb veapiir sõltuvalt mõõtepiirkonnast vahemikku 0,05–0,15 mm. Ümmarguse skaalaga instrumentide lubatud viga on 0,02–0,05 mm ja digitaalsetel mitte üle 0,04 mm.
Need standardid ei kehti aga mikromeetriliste mudelite puhul, mida saab kasutada millimeetri tuhandikesise täpsusega mõõtmiseks.

Seade
Nagu eelpool mainitud, on sügavusmõõturil mõõtevarras, millele kantakse põhiskaala jaotused. Selle ots toetub vastu mõõdetud süvendi sisepinda. ShG mudelitel on raam, mille pesas on nonija - põhimõtteliselt oluline seade, mis on saadaval ka nihikute, mikromeetrite ja muude täppismõõteriistade disainis.Vaatame selle sõlme kirjeldust lähemalt.
Kui varda põhiskaala otstarve on hästi arusaadav - see toimib nagu tavaline joonlaud, siis noonuja muudab mõõtmise protsessi keerulisemaks, kuid võimaldab oluliselt täpsemalt määrata joonmõõtmeid kuni sajandikmillimeetrini. .


Nonius on teine skaala, abi - see kantakse raami pilu servale, mida saab liigutada mööda latti, ühendades sellel olevad riskid nooniumil olevate riskidega. Nende riskide kombineerimise idee põhineb arusaamal, et inimene võib kergesti märgata kahe jaotuse kokkulangemist, kuid kahe kõrvutiasetse vahelise kauguse murdosa on tal üsna raske visuaalselt määrata. Mõõtes midagi tavalise joonlauaga, mille jaotusväärtus on 1 mm, ei saa ta pikkust määrata, ainult ümardatuna lähima täisarvuni (millimeetrites).
Noonuse puhul on soovitud väärtuse täisarvuline osa määratud noonuse nulljaotusega. Kui see nulljaotus näitab väärtust vahemikus 10–11 mm, on täisarvu osaks 10. Murdosa arvutamiseks korrutatakse noonuse jaotuse hind selle märgi numbriga, mis vastab ühele tulba jaotustest. .


Nooniuse leiutamise ajalugu on juurdunud antiikajast. See idee sõnastati esmakordselt 11. sajandil. Moodsa välimusega seade loodi 1631. aastal. Hiljem ilmus ringikujuline nonius, mis on paigutatud samamoodi nagu lineaarne - selle abiskaala on kaare kujuga ja põhiskaala on ringi kujuga. Osutilugemisseade koos selle mehhanismiga muudab näitude määramise lihtsamaks ja mugavamaks, mistõttu on kasutatud dial sügavusmõõtureid (DGD).
Nii töötab sügavusmõõturi mehaaniline versioon. Viimasel ajal on laialt levinud digitaalsed SHG-seadmed, mille eristavaks tunnuseks on anduri ja näitude kuvamise ekraaniga elektrooniline lugemisseade. Toidet annab aku.


Tüübid ja mudelid
Eespool nimetati ainult peamisi nihiku sügavusmõõturite sorte, nooneeriga ja ilma. Nüüd kaaluge spetsiaalseid modifikatsioone, millest igaühel on sõltuvalt rakendusalast oma omadused. Lisaks loetletutele kasutavad nad GI-märgisega tähistatud indikaatori sügavusmõõturit (sihverplaadi indikaatoriga), samuti GM - mikromeetrilist sügavusmõõturit ja universaalset versiooni vahetatavate mõõtedetailidega.
Konstruktsioonide tüübid ja konkreetse mudeli valik sõltuvad järgmistest teguritest:
- millises vahemikus on mõõtmist vajava soone (sooned, kaevud) sügavuse väärtus;
- millised on selle ristlõike mõõtmed ja kuju.



Väikeste sügavuste jaoks, mille mõõtmine nõuab suurt täpsust (kuni 0,05 mm), kasutatakse ShG160-0-05 tüüpi mudeleid. Keskmiste soonte jaoks sobivad paremini laiema valikuga valikud, näiteks SHG-200 ja SHG-250. Konkreetsetest seda tüüpi mudelitest: Norgau 0-200 mm - elektrooniliste versioonide veapiir 0,01 mm, on odavamaid vernierseid.
Metalli- ja treimistöödel, mis on seotud üle 25 cm soonte ja kaevude töötlemisega, kasutage sügavusmõõtureid ShG-400, mis võimaldavad siiski säilitada täpsust sajandikmillimeetrini. 950 mm või suuremate soonte jaoks on olemas ka laia mõõtevahemikuga sügavusmõõturite standardid, kuid GOST lubab sel juhul veapiiri kuni kümnendiku millimeetrini.
Kui sellest ei piisa, on parem kasutada mikromeetrilisi instrumente.

Sügavusmõõturi mudelite eripärad, millele peaksite ostmisel tähelepanu pöörama, hõlmavad varda otsa kuju. Olenevalt sellest, kas soovite mõõta nii süvendi sügavust kui paksust või kitsaid auke, peaksite kaaluma konks-tüüpi vardaotsaga või mõõdunõelaga mudeleid. IP 67 kaitse tagab tööriista veekindluse, mis on oluline eelkõige elektroonikaga mudelite puhul.
Kui vajate vernierseadmest mugavamat digiseadet, on teil valida mitmete välismaiste ja kodumaiste tootjate vahel. Näiteks tuntud firma Carl Mahr (Saksamaa), selle Micromahri mudelivalik on end hästi tõestanud andmeväljundiga MarCal 30 EWR, konksuga MarCal 30 ER, MarCal 30 EWN modifikatsioonidega. Teine populaarne Saksa kaubamärk Holex tarnib oma tooteid ka Venemaale. Kodumaistest kaubamärkidest on hästi tuntud CHIZ (Tšeljabinsk) ja KRIN (Kirov).



Milliseid mõõte kasutatakse?
Nagu eeltoodust järeldub, on sügavusmõõturi eesmärk mõõta osade elementide sügavust, torkades varda otsa soonde või soonde. On vaja, et varda ots siseneks kergesti uuritavasse piirkonda ja sobiks tihedalt vastu detaili pinda. Seetõttu on vardad valmistatud kõrgendatud kõvadusega sulamist ning keerukate soonte ja kitsaste kaevude jaoks kasutatakse samadest materjalidest spetsiaalseid sisestusi - mõõtenõelu ja konkse.
Seda tööriista kasutatakse juhtudel, kui on vaja täpset suurust saada ning nihiku või mikromeetri kasutamine ei ole detaili spetsiifilise kuju tõttu võimalik. Oluline on mõista, kuidas seade töötab, ja kontrollida selle kasutamise tõhusust.Täpsuse test on lihtne: tehke mitu mõõtmist järjest ja võrrelge tulemusi.

Kui erinevus on mitu korda suurem lubatud vea piirist, siis tekkis mõõtmiste käigus viga või oli seade rikkis. Kalibreerimiseks peate järgima GOST-i kinnitatud kontrolliprotseduuris kirjeldatud samme.
- Valmistage seade kalibreerimiseks ette, pestes seda tolmust ja võõrosakestest pesuvahendiga.
- Veenduge, et see vastab väliselt standardi nõuetele, osad ja skaala ei ole kahjustatud.
- Kontrollige, kas raam liigub vabalt.
- Tehke kindlaks, kas metroloogilised omadused vastavad standardile. Esiteks puudutab see piirmäära, viga, mõõtmisvahemikku, varda üleulatuse pikkust. Seda kõike kontrollitakse teise teadaoleva hea seadme ja joonlaua abil.

Kuigi mehaaniliste sügavusmõõturite puhul on GOST järgi veapiir kuni sajandikmillimeetrini, on garanteeritud täpsuse vajaduse korral soovitatav kasutada digitaalset tüüpi lugemisseadmega sügavusmõõturit.
Odava tööriista kasutamisel võib mõõtmisel siiski esineda ebatäpsusi – siis on kõige parem kasutada ülalkirjeldatud tehnikat ja võtta lõpptulemusena kõigi saadud väärtuste aritmeetilist keskmist.

Kuidas kasutada?
Mõõtmispõhimõte sisaldab mitmeid praktilisi soovitusi, mida tuleks täpsete tulemuste saamiseks rakendada. Mõõtmisel kinnita raam poldiga, mis on konstrueeritud nii, et see kogemata ei liiguks. Ärge kasutage instrumente, mille varre või nooneering on kahjustatud (digitaalsete seadmete puhul võib esineda keerukamaid tõrkeid) või maha löödud nullmärgiga.Arvestada osade soojuspaisumisega (kõige parem on mõõta 20 C lähedasel temperatuuril).
Mehaanilise sügavusmõõturiga mõõtmisel peate meeles pidama jagamise väärtust. Enamiku mudelite puhul on see põhiskaala puhul 0,5 või 1 mm ja noonuse puhul 0,1 või 0,5 mm. Üldine põhimõte on, et põhiskaala märgiga kokku langenud noonuse jagamise arv tuleb korrutada selle jagamise hinnaga ja seejärel lisada soovitud väärtuse täisarvulisele osale.
Digiseadmetega SGC on palju lihtsam töötada. Tulemust saate lihtsalt ekraanilt lugeda. Nende kalibreerimine pole samuti keeruline protseduur, piisab, kui vajutada nuppu, mis seab digiskaala nulli.


Seadmete enneaegse rikke vältimiseks on seadmete kasutamisel ja hoiustamisel mitu reeglit:
- tolm ja tahked osakesed raami ja võlli vahel võivad põhjustada selle kinnikiilumist, seega hoidke tööriista ümbrises;
- mehaaniliste seadmete eluiga on pikem kui digitaalsete ja viimased nõuavad hoolikamat käsitsemist;
- lugemisarvutit ja kuvarit ei tohi põrutada ega põrutada;
- Õigeks toimimiseks peavad need komponendid saama toite normaalse laetuse taseme ja/või hea toiteallikaga akust.
Järgmisest videost leiate ülevaate sügavusmõõturi ShGTs-150 kohta.










Kommentaari saatmine õnnestus.