Millised on kõrgsurvevoolikute masinad ja kuidas neid valida?

Kõrgsurvevoolikute (HPR) seadmeid, mida nimetatakse ka painduvateks voolikuteks, kasutatakse laialdaselt mitte ainult suurtes tööstusettevõtetes, vaid ka eraorganisatsioonides, mis tegelevad hüdraulika ja muude hüdraulikaseadmete teeninduse ja hooldusega. Seadmed on võimelised tegema kõiki toiminguid, mis on vajalikud painduva või jäiga torujuhtme parandamiseks ja pööramiseks. Selle seadmega saate hõlpsasti lõigata voolikut, teostada vooliku kummikihi välist või sisemist eemaldamist, monteerida liitmiku voolikule, seadistada kõrgsurvevooliku survetesti, puhastada ja testida valmistatud toodet.

Vaata ülevaadet
Täielik kõrgsurvevoolikute tootmise seadmete sari sisaldab mitmeid komponente.
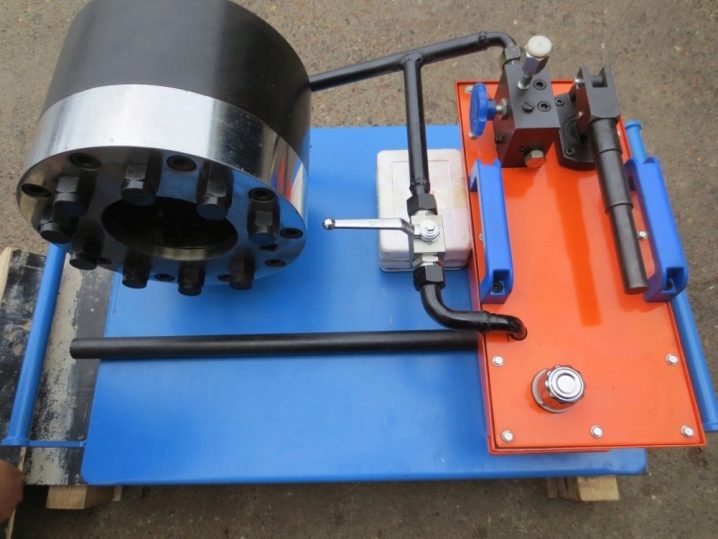
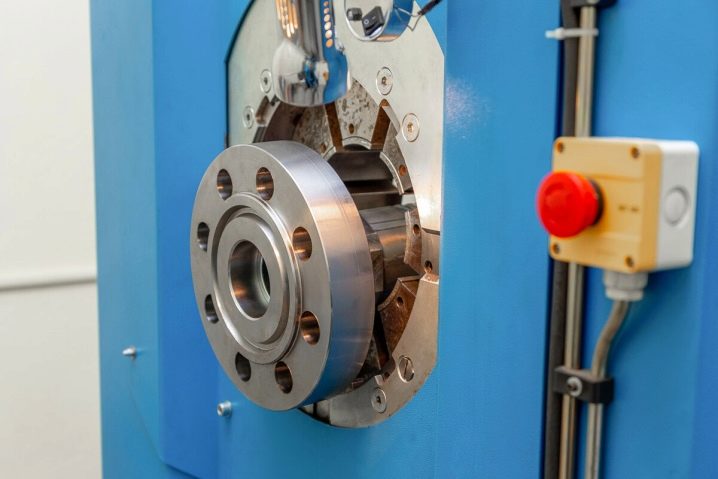
Pressimismasinad (pressid, pressid)
Pressimisüksused võib jagada sellistesse rühmadesse.
-
Mobiilse teenuse pressimisseadmed - tavaliselt manuaalse pumbaajamiga, kuid võib käitada ka suruõhuga, elektriajamiga 12 või 24 V.Manuaalsete pumbamehhanismide tööpõhimõte on sarnane hüdraulika tungrauaga ja on ette nähtud kuni 1,1/4 tolli (mõnikord kuni 1,1/2 tolli) voolikute tootmiseks - 1-2 kihti punutist ja 1 tolli (mõnikord 1,1/) 4 tolli, kuid kangiga on vaja üsna palju pingutada) - 4 mähist.
-
Statsionaarsed masinad – mõeldud püsivaks paigaldamiseks töökodadesse, kus toodetakse kuni 100 varrukat päevas. Elektriajam, 220 või 380 V.
-
Tööstuslikud pressimisseadmed - erinevad pressimisseadme hooldusseadmest ja palju suuremast ressursist. Mõeldud varrukate masstootmiseks (kuni 1000-2000 tk päevas).


Lõikemasinad
Kõrgsurvevoolikute valmistamise protseduur algab hülsi lõikamisega. Selleks peab tootmisliin tingimata sisaldama lõikeseadmeid. Kärpimine toimub ketta abil, mis asetatakse liikuvale vankrile. Kettal võib olla kindel serv või soonega serv (paremaks jahutamiseks). Seadmed erinevad mõõtmete, elektrimootori võimsuse ja vastavalt sellele ka lõigatud voolikute mõõtmete poolest. Kõigi seadmete tööpõhimõte on sama - voolik juhitakse lõikekettale ja kiilu korral lõigatakse see ära. Voolik on kiilutud, et vältida ketta kinnikiilumist ja vältida selle liigset kuumenemist.


Seadmete ajam on eranditult elektriline, kuid kasutada saab nii seadme statsionaarset versiooni kui ka mobiilset, mida saab toita alalisvooluga pingega 12/24 V.
Puhastusmasinad (haukujad)
Teatud tüüpi liitmike paigaldamiseks on vaja eemaldada vooliku välimine kummikiht enne kerimist või põimimist, tugevdades voolikut pikkusega, mis on võrdne ühenduse pikkusega või sellest veidi väiksem.Selleks harjutatakse koorimismasinaid (operatsiooni nimetatakse koorimiseks). Nendes juhitakse käsitsi hoitud voolikut mööda juhikut, mille läbimõõt on sama kui selle vooliku sisemisel osal, ja pöörlev nuga eemaldab välise kummikihi. Seadmed on varustatud elektri- ja manuaalajamiga.

Paigaldustõukurid (eelkoosteüksuste paigaldamine)
Sageli, eriti suure läbimõõduga voolikutel, sisenevad liitmikud voolikusse märkimisväärse pingutusega. Liitmiku varre tuleb määrida seebiveega (või määrdega) ja haamriga kummivasaraga läbi lüüa. Liitmike paigaldusmasinad on pneumaatilise ajamiga ja paigaldavad liitmiku 1-2 minutiga (sh vooliku seadmesse paigaldamise aeg).
Loputus- ja filtreerimisseadmed
Pärast hülsi lõikamist, eemaldamist ja liitmike paigaldamist jääb voolikusse teatud kogus kummijahu, laaste ja seebivett. Selleks, et see kõik ei satuks hüdrosüsteemi ega põhjustaks selle ummistumist, peate selle valmis voolikust eemaldama. Selleks kasutatakse pesuseadmeid, mis suurel kiirusel tarnitava veepõhise pesulahuse abil pesevad selle saaste voolikust välja.

Katsepingid
Vähesed voolikutootjad suudavad garanteerida, et nende patenteeritud liitmike ja tehnoloogia abil kokkupandud voolik on võimeline vastu pidama märgitud lõhkemis- ja töörõhule. Kvaliteedikontroll on kohustuslik samm madala kvaliteediga kõrgsurvevoolikute tuvastamiseks. Tooted peavad olema valmistatud vastavalt GOST-ile. Katsetamiseks kasutatakse vett või õli. Kui test läbib edukalt ning puuduvad praod või muud defektid, loetakse toode sobivaks. Katse lõpus puhastatakse hülss uuesti.
Märgistusseadmed


Mulgustamismasinad
Kui kummivoolikuid kavatsetakse kasutada mitte hüdroõli, vaid gaasi või õhu toomiseks töömehhanismi rõhul üle 17 baari, siis on vaja vooliku väliskihi perforeerimist. Kui seda ei tehta, koguneb vooliku sisemise kihi kaudu voolav õhk (või gaas) selle välimise kihi alla.
See põhjustab kummi väliskihi mullitamist või koorumist, mille tagajärjel väheneb hülsi ressurss, tekivad lekked ja fistulid.


Lõppfaas: voolikud märgistatakse tootja nime ja väljaandmise kuupäevaga ning saadetakse sorteerimiseks ja pakkimiseks. Selle märgistuse rakendamiseks kasutatakse kas märgistusnukke või spetsiaalseid märgistusseadmeid.
Populaarsed mudelid
Venemaa tarbijate seas on nõudlus järgmiste mudelite tööpingid.
-
Statsionaarne elektriajamiga masin DSG 51B, tootja - Hiina ettevõte Raoyang Hongyuan Machinery. Kõrgsurvevoolikutele siseläbimõõduga 6-51 mm.


- Statsionaarne elektriajamiga masin Neotech NK-40 PRO Packet 6-51 mm siseläbimõõduga varrukatele. Tootjafirma Neotech Marken (Prantsusmaa).

- Mobiilse manuaalse masina mudel SAMWAY P16HP. Tootja SAMWAY (Hiina). Varrukatele, mille siseläbimõõt on 6-25 millimeetrit.

- Hüdraulikaseade H25 Eco QC 3 PHASE. Tootjafirma Hydralok (Inglismaa). Varrukatele, mille siseläbimõõt on 6-25 millimeetrit.

- Pressimisseade kõrgsurvevoolikute tootmiseks ja remondiks OS-25A-380 (Venemaa).

Valiku näpunäited
Tööstus- või remondiseadmetel on teatud tehnilised omadused. Need on peamised valikukriteeriumid.Seetõttu on ennekõike soovitatav välja selgitada valmistoote omadused ja valida neile vastav pressmasin.
Peamiste valikuvõimalused:
-
ühenduste kokkusurumisjõud (tonnides);
-
kõrgsurvevoolikute suurim ja väikseim läbimõõt, arvesse võetakse punutise katete arv;
-
elektriliste modifikatsioonide jaoks - pinge võrgus;
-
nukkide avanemise piirväärtus (millimeetrites);
-
mõõtmed ja kaal.

Matriitsid on põhimõttelise tähtsusega. Need võivad olla nii pressivad kui ka märgistavad. Teatud olukordades on kõrgsurvevoolikute piiratud rõhu katsetamiseks vaja spetsiaalseid konstruktsioone. Need on valmistatud eritellimusel.
Pressimismasina, lõike- ja puhastussõlmede valik kõrgsurvevoolikute valmistamiseks
Vooliku lõikamiseks harjutatakse kõrgsurvevoolikute käsitsi masinat. Soovitav on osta seadmed, mis on varustatud tooriku jaoks klambriga. Abielu võib esile kutsuda isegi väikese suuruse vea.

Kõrgsurvevoolikute pressimismasina valimisel, mille maksumus sõltub selle parameetritest, peate keskenduma järgmistele näitajatele:
-
määratud ajal sooritatud presside arv;
-
pressimisvahemik;
-
piirata ava läbimõõtu.

Kõrgsurvevoolikute pressimisseadmel peaks olema mitu eemaldatavat otsikut, et paigaldada erineva kujuga liitmikud.
Kõrgsurvevoolikute lõikamiseks mõeldud masinate valimisel peaksite keskenduma sellistele omadustele nagu vooliku läbimõõt ja masina juhtimisviis. Tavaliselt juhitakse seda jalgpedaali abil.Töödeldava detaili fikseerimise funktsioon tagab, et seadme töös ei esineks vigu, mis võivad põhjustada defektsete toodete ilmnemist.
Pressimisseadme eeliseks on selle mitmekülgsus.
Selle kasutamisel saate mitte ainult toota kvaliteetseid kõrgsurvevoolikuid, vaid ka pressida mitmesuguseid tooteid. Peaasi, et need vastaksid seadmete omadustele.














Kommentaari saatmine õnnestus.