Vertikaalsed treipingid

Vertikaalsed treipingid võivad olla väga head seadmed paljudele tööstusharudele. Kuid peate täpselt välja selgitama, mis on nende eesmärk ja peamised komponendid, millega käigukast on varustatud. Samuti peate uurima seadme muid funktsioone, CNC-masinate nukke ja tutvuma valikukriteeriumitega.
Seade ja tööpõhimõte
Väga raske on täpselt öelda, milline on treipinkide üldine vaade. Neid esindab väga suur hulk modifikatsioone. Ja iga versioon on optimeeritud tegema väga spetsiifilisi manipuleerimisi, mis kajastub ennustatavalt selle välimuses ja tehnilises jõudluses. Järk-järgult levivad treipinkide ja pöörlevate masinate universaalsed mudelid. Siiski on nende vahel olulisi erinevusi.


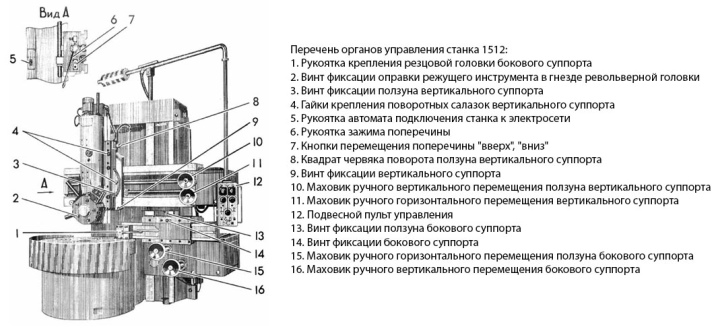
Seadme diagrammi peamised sõlmed on järgmised:
- nagid;
- edastuslink, mis tagab side põhiosade ja ajami vahel;
- kontrollpunkt;
- konsoolsõlm, tänu millele spindel liigub;
- pidurisadulad (asuvad vasakul ja paremal);
- tehniline korpus;
- esipaneeli tagatis;
- paar söödakasti;
- operaatori juhtimissüsteem;
- võimsuse juhtseade;
- elektriline paneel.
Treipinkide abil saate teha mitmesuguseid manipuleerimisi:
- teha soon;
- anda silindriliste või kooniliste osade pindadele vajalik kuju;
- valmistada ette vajalike parameetritega augud;
- lihvima tasaseid alasid;
- laiendage metallist toorik;
- teha nikerdamist;
- teha vormitud pind.


Treimis- ja puurimispinkidel kasutatakse freesi- ja puurimisnukke.
Neid saab isegi kujundada suure esipaneeliga mudelite jaoks. Nende abiga kinnitatakse toorik ideaalselt, isegi kui see on raske ja suure suurusega. Kõige sagedamini sisaldab tüüpiline komplekt 4 või 8 nukki. Vertikaalseid treipinke juhitakse üha enam tarkvara abil (see tähendab, et kasutatakse arvjuhtimist).
Selline lähenemine vähendab inimfaktoriga seotud ohtu. Tänu temale suureneb töötlemise täpsus oluliselt. Veelgi enam, sellised seadmed võimaldavad teil töötada kiirustel, mis on täiesti kättesaamatud isegi kõige kogenumatele lihtsate seadmetega töötavatele plaadimängijatele. Manuaalseid versioone kasutatakse tootmiseks, mis piirdub lihtsate treimisoperatsioonidega või konstruktsioonide jämedatamisega. Töödeldavad toorikud kinnitatakse peamiselt esiplaadi hoidikutesse.


Järgmisena alustage pöörlemist madalatel kiirustel. See käik võimaldab teil veenduda, et toorik on õigesti tsentreeritud. Seejärel tooge spindlipea. Teda liigutatakse mööda traaversi. Viimasena käivitatakse vedeliku juurdevool, mis määrib masinat ja eemaldab liigse kuumuse.
Käigukasti varustusaste, millised komponendid selles on, kuidas need on konfigureeritud, sõltub kiiruse ja töötlemisrežiimide reguleerimisest. Kõik see on kavandatud valitud kinemaatilist skeemi arvesse võttes.
Seal on ühe või kahe nagiga treipingid. Kahe sambaga versioon on võimeline töötama suuremate toorikutega ja samal ajal väga tõhusalt. Kahe kolonniga aparaadi voodid sisaldavad puurivate ja pöörlevate nihikutega risttala.

Nende nihikute liigutamiseks on tavaliselt ette nähtud juhikud, mis asuvad horisontaalselt. Puurimisplokil on pöördemehhanismiga pikisuunaline kelk. Osa mehhanismist on lihtsalt liugur, millele asetatakse lõikurihoidik. Igav nihiku ja sellele lisatud manuste õige kasutamine võimaldab:
-
töötada kooniliste pindadega;
-
puuraugud;
-
lõigatud sisemised sooned.
Sõltumata konkreetsetest nüanssidest on sellised masinad ette nähtud selliste osadega manipuleerimiseks, mille lõik ületab oluliselt pikkust. Kõige sagedamini räägime sektsioonidest, mille pikkus on üle 50 cm. On lihtne mõista, et sellised seadmed on nõudlikud spetsiaalsetes inseneriharudes, kus see on vajalik suurte toodete tootmiseks.
Mehhanism, näiteks karussell, võimaldab liigutada soovitud esemeid mööda täiesti suletud horisontaalset rada.

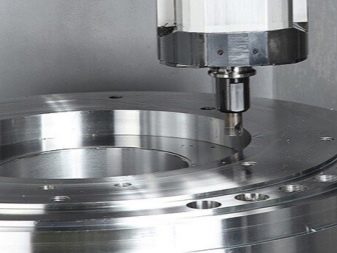
Kui treipingi lõikeelement töötab otspinnaga, siis moodustuvad sellele rõngakujulised sooned. Kui liigutate tööriista ennast horisontaaltasapinnal, on võimalik töödelda mitte rõngakujulisi, vaid spiraalseid sooni. Töörežiime varieerides ja peenhäälestades on võimalik nende soonte kõrgust päris palju muuta.Sooned töötatakse välja suvalise sügavusega - see sõltub ainult sellest, kui intensiivselt tööplokki süvendatakse. On tööriistu, mis võimaldavad moodustada sooned ka külgseintele - ja pole vahet, kas need külgseinad asuvad sees või väljas.
Vaata ülevaadet
Kokkuleppel
Universaalsed mudelid on optimeeritud paljude rakenduste jaoks. Loomulikult kaotavad nad individuaalsete manipulatsioonide tootmise täiuslikkuses. Spetsiaalsed seadmed on kitsalt fokusseeritud, kuid teatud tüüpi tööd tehakse veatult. Universaalsel vertikaalsel treipingil on enamasti üks alus. Selliste seadmete mõõtmetel on oma suuruste vahemik ja nende mõõtmete valiku määrab tooriku sektsioon.


Kõrgelt spetsialiseerunud vertikaaltreipingid projekteeritakse tavaliselt universaalsete näidiste alusel.
Spetsialiseerumist on võimalik saavutada:
- töötlemise kõrguse suurendamine või vähendamine;
- pidurisadulate arvu muutus;
- pidurisadulate konstruktsiooni kohandamine;
- lisaajamipeade kasutuselevõtt;
- sõlmede lisamine disainile, mis võimaldavad teha keerulisi toiminguid.



Toetuspunktide arvu järgi
Ühe kolonniga masinad on peamiselt varustatud arvjuhtimissüsteemiga. Need võimaldavad töödelda kuni 150 cm ristlõikega struktuure. Täiendav kasutusala on manipuleerimine kooniliste pindadega. Iga masin, millel on üks hammas, sisaldab universaalse hoidikuga külgtuge.
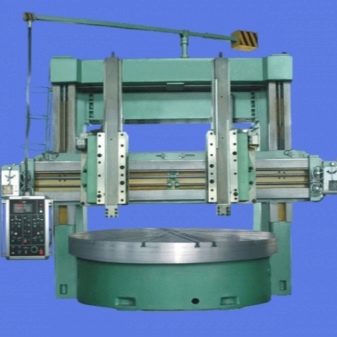
Seadme kahesambalist tüüpi iseloomustab suurenenud jäikus ja töökindlus, seetõttu kasutatakse seda eriti suurte kaalukate detailidega töötamiseks. Risttala ja pidurisadulate liikumine saavutatakse spetsiaalse sõlme - "portaali" abil.


Pihustite arvu järgi
Neid võib olla üks või mitu. Ühe toega mudelitel on suhteliselt kitsas ulatus.
Mida rohkem selliseid elemente, seda laiem on ulatus.


Spindlipea tüübi järgi
Tavaline täitmine arvutatakse ühel lõikuril. Moodsam tüüp on torn. Sellega saate korraga kasutada mitut lõikeosa. Liikumine on orienteeritud nii horisontaalselt kui ka vertikaalselt vastavalt enda valikule. Lõikurid asetatakse ükshaaval pähe ja ükshaaval viiakse need tööle.

Töövoohalduse tüübi järgi
Tavalistes töökodades ja kodus kasutatakse metalli töötlemiseks sageli käsitsi seadmeid. Vaatamata lihtsusele ja kergusele on sellistel seadmetel miinus - peate tegutsema väga ettevaatlikult. Selline tehnika saab hakkama ainult lihtsate ülesannetega ja isegi nende täitmisel mängib inimfaktor tohutut rolli. Seetõttu on CNC-masinad isegi kodumaises segmendis tõusnud hinnale vaatamata üha veenvamateks liidriteks.
Tasub pöörata tähelepanu seadmete parameetritele. Tüüpilistel masinatel, mida tööstus mitmel viisil varustatakse, on lisaks põhielektrimootorile mitu abiajamit. Sellised eriüksused võimaldavad tootmismasina üksikuid osi täpsemalt juhtida. Mida suuremad osad, seda võimsamad peaksid olema elektrijaamad. Tööstuses ei ole harvad sellised treiseadmete mudelid, mis tarbivad 10 kW või rohkem elektrit.


Karussellseadmete suurenenud töökiiruse tagab suures osas esipaneelide paigaldamise spetsiifika. Samuti eeldatakse, et see suurendab manipulatsioonide täpsust. Seetõttu on võimalik teha töid, mis nõuavad rangelt piiratud tolerantse.Tasub pöörata tähelepanu toorikute maksimaalsele kõrgusele ja ristlõikele. Konstruktsioonide kõrgus võib olla erinev - erinevatel juhtudel on see 80-500 cm.
Osade töötlemise täpsuse määrab võtmeplokkide seadistuse kvaliteet. Nagu juba mainitud, on CNC kasutamisel see näitaja maksimaalne. Mõned ülitäpsed kontuurimismasinad võivad näidata veelgi väiksemaid vigu.
Kogu aeg tööd nii kõrgel tasemel hoida pole aga võimalik.

Tippmudelid
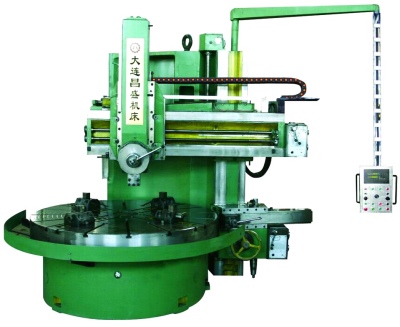
Vertikaalsete treipinkide turg sisaldab suurt hulka erinevaid mudeleid. Hea pakkumise teeb Dalian Guofeng Machine Tools. Selle mudelid 5231, 5240, 5250 suudavad kindlalt konkureerida parimate kodumaiste arendustega. Need on väga täpsed ja üsna praktilised. On võimalik edukalt töödelda isegi keeruka geomeetrilise kujuga toorikuid.

Kõikidel just kirjeldatud mudelitel on kaks riiulit. Kuid Hiina ettevõtte sortimendis on ka üheveerulisi versioone. Nende võimsus ei ole väiksem kui 22 000 ja mitte üle 45 000 vatti. Muudatused vahemikus 5110 kuni 5131 on arvjuhtimisega. Sellised seadmed on üsna tõhusad, mida täiendavad spetsiaalsed servoajamid.
Šveitsi ettevõtte ENCE GmbH toodete eest peate maksma rohkem. Selle kvaliteedinäitajad on aga kõrgemad. See tootja suudab pakkuda mitut rida korraga. Niisiis, LEN 3000-5000 on vaikimisi ilma CNCta masinad, kuid vajadusel saab sellise juhtploki lisada. Peamisel toitemoodulil on paar sammu. Selle elektrimootor on võimeline andma 16 erinevat pöörlemiskiirust.

Kui teil on vaja töötada toorikutega, mille suurus on vahemikus 125–200 cm, eelistada tuleks LEN 1250-2000 seeriat. Nendel seadmetel on rullikutel juhikud. Rullid ise sisaldavad väga suure täpsusega valmistatud veerelaagreid. Vea vähendamine saavutatakse ka tasakaalustatud lõikurihoidikute abil. Seadmete töökindluse ja stabiilsuse suurendamiseks on see varustatud Siemensi elektrilise osaga.

Kodumaiste ettevõtete hulgas tasub mainida Krasnodari raskete tööpinkide tehast. See tarnib korraga mitut vertikaalsete treipinkide mudelit. Sadula liigutamiseks on need varustatud karastatud terasest juhikutega. Kahe veeruga versioonis kasutatakse paari tornisadulaid või torni ja puurimisüksuste kombinatsiooni. Mõned mudelid võimaldavad kasutada kõrgsurve vedelikjahutust.

Tähelepanu väärib ka Stankonovi ettevõtte versioon 1A516MF3. Selle rack on poltidega laua külge kinnitatud (vahelüli toimib). Malmist risttala saadakse valamise teel. Seade võib töötada kuni 10 000 kg kaaluvate detailidega.
Sadula etteande reguleerimine on astmeteta.

Alternatiiviks on firma "TBS" tooted. Täpsemalt üheveerulised versioonid 1512/1516F11 ja 1512/1516F3. Nad kasutavad eraldi draividega kanaleid. Vaikimisi kasutatakse tornisadulaid; klientide soovil on rataste töötlemise lihtsustamiseks kaasas spetsiaalsed klambrid. Kõrge töökindluse tagab tsentraliseeritud määrimine.

Valiku kriteeriumid
Vertikaalsetel treipingitel võib olla suure läbimõõduga esiplaat. See määrab, kui suured on seadmete ja töödeldavate detailide suurused. Esiplaatide pöörlemiskiirus omakorda määrab süsteemi tootlikkuse.Kooniliste osade tootmiseks on vaja ühe sambaga mudeleid. Kahe veeruga versioonid on populaarsemad 160 cm või suurema ristlõikega detailidega töötamisel.
Paljudel juhtudel mängib olulist rolli metallitöötlemismeetodite valik. Ja nende teostatavus konkreetsel masinal sõltub sellest, kui kaugele tööüksused vertikaalselt ja horisontaalselt liiguvad. Muutes nihiku kaldenurka on võimalik mõjutada valmistatavate toodete geomeetriat. See on seda keerukam ja mitmekesisem, seda suurem on disainerite pakutav kõrvalekaldenurk. On ka teisi parameetreid, mida on samuti oluline arvestada.


Niisiis, Lisaks esiplaadi suurimale ja madalaimale kiirusele peaksite pöörama tähelepanu gradatsioonide arvule. Mida suurem see on, seda täpsemalt saate töörežiimi reguleerida. Kuid selle eelise tagakülg on kinemaatika keerukus. Seda on raskem arvutada ja töö ajal suureneb mingi rikke tõenäosus. Kasulik on pöörata tähelepanu tööriistasalve mahutavusele.
Kui see on piisavalt suur, on metalli töötlemise protsess lihtsustatud. Ideaalis saate koondada kogu tootmisahela ühele või mitmele sama tüüpi masinale. CNC-seadme valimisel peaksite mõtlema ajamite täpsusele. Kriitiline punkt on pööratud esiplaadi fikseerimise täpsus; selle igasugune kaldumine antud nurga alt on vastuvõetamatu. Tööriistade vahetamise tõhususe huvides eristatakse tornidega masinaid.















Kommentaari saatmine õnnestus.