Kõik treipinkide kohta

Metalltoodete töötlemise erinevate toimingute tegemiseks on sageli vaja kasutada treipinke. Suures kategoorias on võimalik välja tuua pöörlevat-pöörlevat tüüpi üksused, mida kasutatakse kõige laiemalt.


üldkirjeldus
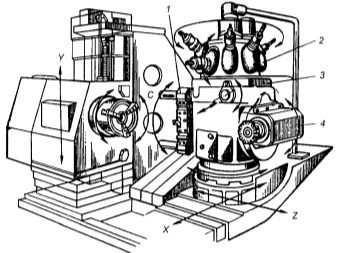
Torni treiseadmete põhieesmärk vastab tüüpilistele treiseadmetele. Erinevus seisneb mitme asendiga pöörleva pea olemasolus. See konstruktsioonielement suurendab oluliselt seadmete efektiivsust ja vähendab ka iga toote töötlemiseks kuluvat aega. Pealegi, TRS-i kaasaegsed modifikatsioonid CNC-mooduliga on kõikjal laialt levinud. Neil on torn, spetsiaalsed maandumisalad lõikeriistade paigutamiseks.
Nõutav peakonstruktsiooni tüüp on tingitud metallitöötlemise kiirest arengust. Fakt on see, et selline struktuurne detail koos CNC-ga võimaldab teil toodete töötlemise kiirust 2 korda või rohkem suurendada.Lisaks parandab see valmisdetailide mõõtmete täpsuse parameetreid ja nende pinna kareduse astet.
Tornitreipinkidest rääkides tuleb ära märkida järgmised peamised faktid.


Enamikul juhtudel see seadmed ostetakse tööstuslikuks kasutamiseks. See paigaldatakse masstootmisega tegelevatesse töökodadesse, muudel juhtudel ei ole selle kasutamine majanduslikult põhjendatud.
Torniga treipinkide põhiomadused annavad võimaluse töödelda elemente suure etteandekiirusega suurendatud kiirusel. Lõiketsooni tarnitakse spetsiaalne jahutusvedelik, mis hoiab ära tööriista enda ja töödeldavate detailide ülekuumenemise.

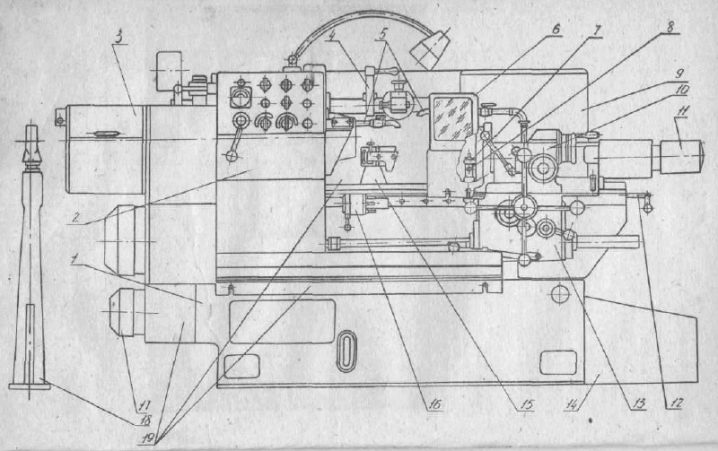
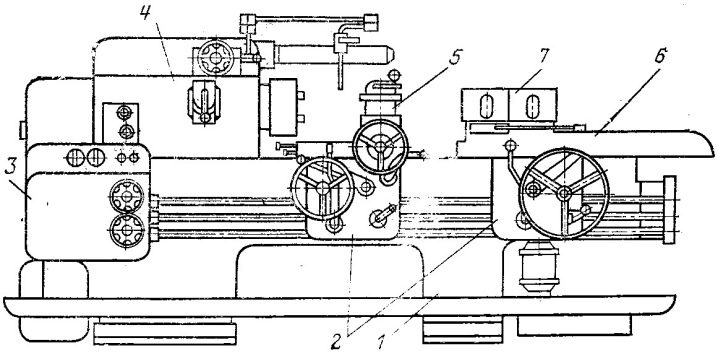
Kõik selliste seadmete peamised komponendid asuvad analoogselt teiste treipinkidega - see tagab tehtud toimingute arvu. Üldiselt võimaldavad selliste üksuste tehnilised parameetrid lõikepindade kiiret väljavahetamist.
Liigid
Kaasaegsed tootjad pakuvad laia valikut treipinke. Need erinevad töömehhanismi, tehtavate toimingute ulatuse, disainifunktsioonide ja mõnede muude omaduste poolest. Vaatleme üksikasjalikumalt selliste rajatiste klassifitseerimise olemasolevaid aluseid.
Töödeldava detaili tüübi järgi
Sõltuvalt töödeldud toodete tüübist on masinad kasseti või lati tööks. Suure läbimõõduga võllid kinnitatakse kassetikambritesse. Baarisektsioonides on sektsioon väiksem, kuid neil on üsna muljetavaldav pikkus.

Töödeldava detaili telje asukoha järgi
Vastavalt töödeldavate detailide telje paigutusele on võimalik määrata horisontaalsed ja vertikaalsed, samuti kaldus modifikatsioonid. Vertikaalse ja horisontaalse paigutusega masinad said maksimaalse ringluse, kaldteljega paigaldusi kasutatakse palju harvemini.
Lisaks võimaldavad mõned mudelid detaili kallutada keeramiseks või muudeks väikese nurga all tehtavateks toiminguteks.


Võeti eraldi rühma treipingi-poolautomaatsed seadmed. Need on nõutud erineva läbimõõduga varrastega töötamisel. Selliste seadmete peamiste omaduste hulgas on järgmised omadused.
ühe spindliga masin, milles on ainult üks perforatsiooniga spindel varda mahutamiseks. Sel juhul on ava ristlõige suhteliselt väike.
Lisaseadmetel on sõlm, mis vastutab toote söötmise ja staatilises asendis hoidmise eest.


Samal ajal on konstruktsioonis ette nähtud seade töödeldud elemendi sissetõmbamiseks pärast toimingu lõppu, mis võimaldab saavutada maksimaalse tootmise automatiseerimise.
Parimad tootjad ja mudelid
Enamik kodumaiseid ettevõtteid installib standardsed TRS-id - 1P371, 1A365, 1H318, aga ka C193A, 1365 ja teised. Viimasel kümnendil on aga olnud tendents asendada need täiustatud tehnoloogiliste versioonidega CNC-ga. CNC modifikatsioonidel on palju eeliseid, mis on tingitud suurenenud automatiseerituse ja funktsionaalsuse tasemest ning erakordsest töötlemise täpsusest.

Berdichevsky Combine'i pakutavad 1V340F30 seadmed eristuvad suurenenud tehniliste ja tööomadustega. Seda seadet juhitakse CNC-kompleksi kaudu ja selle disain sisaldab 8 asendiga pead. Kaliiber asetatakse risti, mis võimaldab töödelda:
-
üksikud tooted ristlõikega kuni 20 cm;
-
baaritooted läbimõõduga kuni 5 cm.

Alapaevsky tööpingitehases toodetud seade 1P426DF3 sai suure kuulsuse. See on kaasaegne tehnika programmi juhtimismooduliga. See on nõutud ühekordse, väikese ja keskmise suurusega metalltoodete tootmiseks. See ei sobi suurte partiide töötlemiseks.
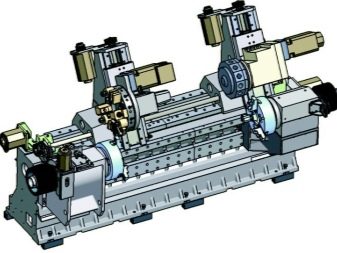
Peamine omadus oli kahe pea asukoht ristnihikul. Üks neist on kuusnurkne, mõeldud töötamiseks sisepindadega, teine on ümmargune, 8-positsiooniline - välispindade jaoks.


Lisaks on tänapäeval Venemaa treiseadmete turule ilmunud palju imporditud seadmeid, mis on kuulus oma jõudluse poolest.
-
ST ja DS seadmed firmalt Haas Automation (USA). Need masinad võimaldavad teil töödelda nii legeerterasest kui ka roostevabast terasest valmistatud tooteid.
-
Tööpingid GS-200 firmalt hea viis.


Aksessuaarid
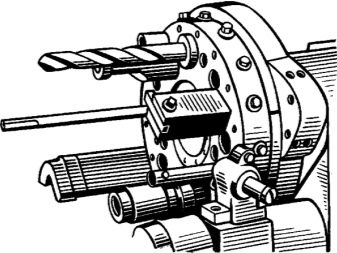
Sarnaselt teistele masinatele hõlmab ka tornikeeramise tehnoloogia komponentide kasutamist - kaitsed, juhttorud ja spindlid. Praeguseks pakuvad tootjad laia valikut mudeleid, mille spindlite arv võib varieeruda. Seda tehes tõstetakse esile järgmised põhipunktid.
Tööpea telje horisontaalse asendi korral saab nihik pöörata ümber oma telje, samuti sooritada edasi-tagasi liigutusi mööda selle telje suunajoont. Sel juhul tehakse pöörlemist korraga mitmes tööasendis, mille koguarv ületab sageli tosinat.
Nii kald- kui ka vertikaalse pea teljega on nihik kas tavaline või pöörlev.
CNC TPC-d sisaldavad ka moodulit, mis vastutab ülitäpse töötlemise eest koos võimalusega muuta pea asendi parameetreid. Tavaliselt on selle peamised sõlmed kaetud spetsiaalse korpusega. See suurendab oluliselt operaatori ohutust.
Mis tööd tehakse?
Nagu juba märgitud, võimaldavad tänapäevaste tornikeeramisseadmete tehnilised ja tööparameetrid teha mitmesuguseid toiminguid. Muutuvad tooted, mis on esitatud pöördekehade kujul, võivad toimida toorikutena. Kõige tavalisemad manipulatsioonid hõlmavad järgmist:
-
keerates piki välispinda, samal ajal kui läbipääs on krobeline või viimistletud;
-
lõigatud lõikeelemendi paigaldamisel;
-
niidi lõikamine - nii sisemine kui ka välimine;
-
soone moodustumine erinevad sügavused ja konfiguratsioonid.

Lisaks standardsele silindrilisele konfiguratsioonile on need masinad võimelised töötlema muud tüüpi toorikuid.
-
Kujundatud profiiliga - kui kasutatakse poolautomaatset trei-freespinki, siis treimine, nagu iga teinegi töötlemine, toimub läbi kõverjoonelise malli või kasutades kopeerimisjoonlauda.
-
koonilise kujuga — töötlemine toimub spetsiaalse koopiamasinaga. Lisaks on võimalik saada kooniline pind ühekordse pikisuunalise põikisuunalise etteande läbiviimise meetodil.

Kompaktsed tornikeeramise mehhanismid saab paigutada eraldi kategooriasse. Selliseid seadmeid saab paigaldada isegi kodutöökodadesse.
Mida valimisel arvestada?
Tornitreipinkide valimisel peate keskenduma olulistele kriteeriumidele.
Täpsuskategooria - selleks, et luua võimalus kasutada metalltoodete töötlemiseks seadmete teatud modifikatsiooni, peate teadma, millist täpsust on võimalik saavutada. Enamik versioone näeb ette H-klassi.
Osa maksimaalsed parameetrid - sektsioon, pikkus, samuti töösõlmede paigutus omavahel.
Töödeldava detaili materjal - tavaliselt teostatakse sellistel masinatel malmi, kõrge, madala süsinikusisaldusega või legeerterase töötlemist, muude sulamite treimine on lubatud.
Piirake pöörete arvu ajaühiku kohta - mõõtmete täpsuse ja kareduse kindlaksmääratud nõuetega tooriku on võimalik saada ainult osade teatud kiiruseni lahti kerimisel. Sel juhul tuleb arvestada ülekannete koguarvu.
Tootjad peavad näitama andmeid maksimaalse kiiruse kohta, millega isoleeritud sõlmed võivad kiirtoite tegemisel liikuda.

Mootori võimsusparameetrid ja mootorite arv - reeglina on väikestes paigaldistes mootoritel väike võimsus, kuna toorikud on kompaktsed ja iga sõidu jaoks eemaldatakse natuke metalli. Seeriatootmises peavad mootorid taluma pidevaid koormusi.
Seadmete mõõtmed ja kaal - Minimasinate paigaldamine on palju lihtsam. Lisaks nõuavad suuremahulised tööbaasi hoolikat ettevalmistamist.
Arvestada tuleb ka sellega mehhanismide kinemaatiline skeem võib varieeruda. Näiteks loodi vanaaegsed mudelid nii, et teatud tüüpi keermete moodustamiseks paigaldati teatud konfiguratsiooniga vahetatavad rattad.
Kaitse – CNC modifikatsioonid nõuavad kaitsekatte paigaldamist. See vähendab vigastuste ohtu seadme töötamise ajal.

Kaasaegsetes treiseadmetes toimub vajalike seadmete, aga ka lõikepindade paigaldus maksimaalse täpsusega. Sellistes seadmetes ei ole vaja lõikeriista käsitsi vahetada - see vähendab oluliselt iga osa töötlemiskiirust. Selle tulemusena suureneb tootlikkus, mis toob kaasa tooriku töötlemise kulude vähenemise. Samal ajal tekitab selliste masinate remont palju raskusi. Seetõttu pööratakse nende töö käigus erilist tähelepanu ennetavale hooldusele, probleemide õigeaegsele avastamisele ja kõrvaldamisele.
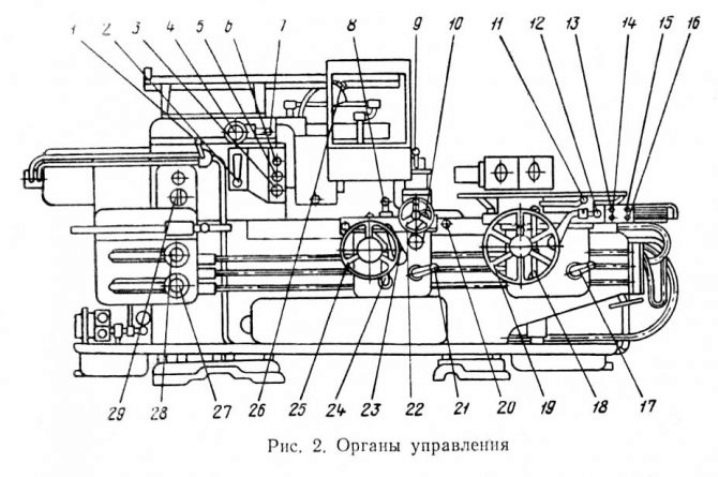
Seadistusfunktsioonid
Enne tornipööramisseadmete töö alustamist on väga oluline teostada selle reguleerimine. See sisaldab mitmeid põhietappe.
-
seadmete paigaldamine tooriku kinnitamiseks, lõike- ja abitööriistade paigaldamine.
-
Lõpeta seadistamine, vajalik varraste juhtimiseks ja pidurisadulate liikumise piiramiseks.
-
Nuki juhtseadme, pistikute, lülitite, käepidemete paigaldamine ja muud seadmed, et saada spindli etteantud liikumissagedus ja lõikeriista summeerimiseks vajalikud kiirused.
-
Testi töötlemine proovielementide paarid või kolmikud, kontrollides nende sobivust järgnevaks tööks.
-
leppimine ja vajadusel peatuste asukoha reguleerimine masinal vastavalt etteantud projektile.













Kommentaari saatmine õnnestus.