Kõik kruvide lõikamise treipinkide kohta

Kruvilõiketreipinkide kohta kõike teadmine on koduse töökoja või väikeettevõtte korraldamisel üsna kasulik. Peate mõistma seadme funktsioone koos põhikomponentide ja CNC-masinate otstarbega ja ilma selleta. Lisaks sellele, mis see üldiselt on, peate uurima lauaarvuti universaalseid mudeleid ja muid võimalusi, nendega töötamise funktsioone.
Mis see on?
Kõik kruvide lõikamise treipingid on mõeldud terase, malmi ja muude toorikute töötlemiseks. Seda protseduuri kutsuvad spetsialistid lõikamiseks. Sellised seadmed võimaldavad teil osi puurida ja lihvida. Nad moodustavad edukalt vintpüssi ja töötavad välja otsad. Samuti hõlmab kruvilõikamise treipingi eesmärk:
- puurimine;
- hõõritamine;
- avade ja läbipääsude paigaldamine;
- mitmete muude manipulatsioonide tegemine.
Seadme üldine tööpõhimõte on äärmiselt lihtne. Töödeldav detail kinnitatakse horisontaalselt. See hakkab antud hetkel pöörlema. Selle liigutusega eemaldab lõikur mittevajaliku materjali. Kuid kirjelduse näiline lihtsus ei võimalda ignoreerida täitmise üsna suurt keerukust.


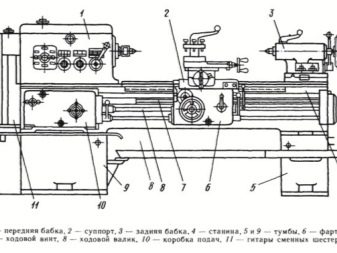
Kruvilõikav treipink saab enesekindlalt töötada vaid siis, kui see on kokku pandud väga hoolikalt hästi ühendatud elementidest. Sellise seadme skeemi peamised sõlmed on:
- nihik;
- kangekaelne vanaema;
- voodi;
- spindli pea;
- elektriline osa;
- jooksev võll;
- hammasrataskitarrid;
- söötmise eest vastutav kast;
- juhtkruvi.
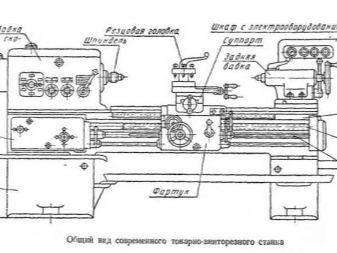
Vaatamata üsna hästi läbimõeldud tüüpilistel osadel põhinevale struktuurile võivad konkreetsed masinad vägagi erineda. Tööprotsessi täpsusest sõltub palju. Spindli (ehk eesmine) peavarras takistab töödeldava detaili liikumist. Samuti edastab see elektriajamilt pöörleva impulsi. Spindli koost on peidetud siseosas - miks seda tegelikult nii nimetatakse.
Püsiv, see on ka tagakülg, peavarras võimaldab töödeldavat detaili fikseerida. Kaliibri roll on lõikuri hoidiku (koos töötava lõikuri endaga) liikumine piki- ja põikitasandil masina telje suhtes. Sadulaplokk on alati suurem kui ülejäänud osad. Lõikeseadme hoidik valitakse seadme kategooriat arvestades.
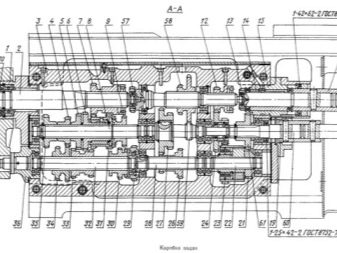
Käigukast mõjutab impulsi ülekandmist kõikidele osadele ja seega ka süsteemi toimimist üldiselt.


Sellised kastid võivad olla sisse ehitatud peakorpustesse või paikneda korpuse eraldi osades. Tempot reguleeritakse astmeliselt või pidevas režiimis, mille määravad ette kujunduse nüansid. Hammasrattad on kasti peamine aktiivne lüli. See sisaldab ka kiilrihmülekannet ja tagasikäiguga elektrimootorit. Lisaks tasub mainida sidurit ja käepidet kiiruse muutmiseks.
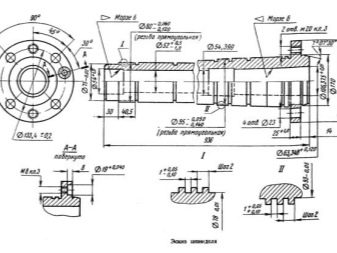
Spindli võib pidada erakordselt oluliseks elemendiks. See on tehniline võlli konfiguratsiooniosa, millel on osade hoidmiseks kitsenev kanal. See on kindlasti tugev ja vastupidav, kuna on valmistatud valitud terasesulamist. Traditsiooniline lähenemine eeldab väga täpsete veerelaagrite kasutamist spindlielemendi konstruktsioonis. Varda paigaldamiseks on vaja otsas olevat koonusekujulist õõnsust, mis mõnikord tagab keskosa väljalöömise.
Kruvilõiketreipingi alus saadakse malmist valamisel. Vajadusel kasutage soonte väljatöötamiseks märgistustööriista, stantse, lõikamist ja muid seadmeid. Juhtplokid sisaldavad mitmesuguseid võtmeid ja käepidemeid, sealhulgas neid, mis võimaldavad pidurisadulat reguleerida. CNC-mudelid on keerulisemad kui klassikalised, kuid suudavad teha neile kättesaamatuid manipulatsioone ja toimida mõnel juhul ilma operaatori abita. Tasub rõhutada põlle rolli - selle sees on mehhanismid, mis muudavad kruvisõlme ja tehnilise võlli pöörlemise tugiaparaadi translatsiooniliseks liikumiseks.

Vaata ülevaadet
Kaalu järgi
Kruvitreipinki saab kasutada kohalikes eraettevõtetes, kodumaiste vajaduste jaoks. Sellised mudelid on tavaliselt suhteliselt kerged. Suured ja rasked seadmed on mõeldud peamiselt tööstuslikuks tootmiseks. Valgusteid ei loeta raskemaks kui 500 kg.
Tööstuses mängivad olulist rolli keskmise suurusega seadmed. See kaalub kuni 15 000 kg. Suurimad tööstuslikud proovid kaaluvad 15–400 tonni. Sel juhul suurt täpsust tavaliselt ei kohta, sest tolerantsid pole enam nii olulised.
Suurtesse tehastesse ja tehastesse paigaldatakse väga võimsaid seadmeid, kuid kodumaises segmendis seda ei kasutata.


Vastavalt detaili maksimaalsele pikkusele
Põhimõtteliselt suhtlevad kerged masinad osadega, mille läbimõõt ei ületa 50 cm. Keskmise ulatusega seadmetel saab töödelda kuni 125 cm pikkuseid toorikuid. Osade suurima pikkuse määrab masina keskpunktide vaheline kaugus. Sama ristlõikega masinad suudavad välja töötada nii pikki kui ka suhteliselt lühikesi konstruktsioone. Eriti suur on osade suurima läbimõõduga jaotus - 10–400 cm, kuna pole universaalseid masinaid, mis töötaksid mis tahes sektsiooni detailidega.


Jõudluse järgi
Kruvilõikeseadmete klassifikatsiooni oluline punkt on nende tehniline tootlikkus. Seadmed on tavaks eraldada:
-
väiketootmine;
-
keskmise ulatusega seeriad;
-
suuremahuline konveiertootmine.
Kruvilõiketreipinkide kaubamärgid on üsna mitmekesised. Neid toodetakse paljudes riikides. Pealegi on osa seadmeid olnud aktiivselt kasutusel alates NSVL perioodist ja pole veel oma tähtsust kaotanud. Seadme kirjeldusega tutvudes on oluline välja selgitada, kas see on mõeldud laua- või põrandakinnituseks, millised on paigalduse omadused üldiselt. Mis puutub CNC-pinkidesse, siis see on praktiliselt vaieldamatu lahendus – isegi koduseks kasutamiseks kasutatakse "puhtalt käsitsi" seadmeid üliharva.


Tippmudelid
Ülevaatamist on asjakohane alustada "Kaliiber STMN-550/350". Kuigi selline seade on kerge, on selle kompaktses korpuses üsna tõsised võimalused. Vastavalt juhistele kokkupanemisel ja seadistamisel saate garanteerida töö täpsuse. Tehniline hooldus on vajalik iga 50 töötunni järel. Põhijooned:
- tsentrite vaheline kaugus 35 cm;
- töödeldava detaili osa voodi kohal kuni 18 cm;
- kogukaal 40 kg;
- pöörete arv - 2500 minutis;
- kummijalad põhikomplektis;
- plastikust käepidemed;
- Morse koonus nr 2.



Lihtsate metallitööde jaoks saab kasutada ka Kraton MML 01 masinat. See seade on väga hooldatav. Probleemiks on plastikust hammasrataste kasutamine. Asendades need malmist, ei saa te karta ebatäpse kasutamise tagajärgi. Keskuste vaheline kaugus on 30 cm ja seadme mass on 38 kg; see arendab 50-2500 pööret 60 sekundiga.
Kratoni toode sobib lisaks metallile plastikule ja puidule. Disainerid on pakkunud valgustust. Vahetatavate hammasrataste komplekt võimaldab lõigata meetrilisi keermeid. Tänu pöörlevale nihikule on võimalik osade kooniline teritamine.
Põiksuunalise nihiku käik on 6,5 cm.


Alternatiiviks võib pidada Corvette 402. See on korralik kerge, eriti kvaliteetsete komponentidega kruvilõikav treipink. Ühefaasilise mootori võimsus on 750 vatti. Keskmiste vahe on 50 cm Tooriku osa raami kohal on 22 cm ja seadme mass on 105 kg; see võib arendada 100 kuni 1800 pööret minutis 6 erineva kiiruse režiimis.
Iseärasused:
- elektrimootor on valmistatud asünkroonse skeemi järgi;
- on ette nähtud spindli väändetagur;
- tänu magnetkäivitile on pärast elektrikatkestust spontaanne sisselülitamine välistatud;
- seade on varustatud kaubaalusega;
- spindli koonus on valmistatud Morse-3 skeemi järgi;
- 1 käiguga saate lihvida kuni 0,03 cm;
- põiki- ja pöördpiduri nihked - vastavalt 11 ja 5,5 cm;
- spindli läbimõõt 0,001 cm.



Proma SKF-800 võib pidada ka korralikuks lahenduseks töötoa korraldamiseks kodus. Mudel on loodud töötama väga suurte osadega.Kolmefaasiliste mootorite paar võimaldab teil pakkuda võimsat pöördemomenti. Peamised parameetrid:
- pöörde pikkus 75 cm;
- tooriku läbimõõt voodi kohal - 42 cm;
- kogukaal 230 kg;
- spindel läbiva auguga ristlõikega 2,8 cm;
- tolline niit 4 kuni 120 niiti;
- meetrilise keerme saamine 0,02–0,6 cm;
- suletõmme - 7 cm;
- voolutarve - 0,55 kW;
- tööpinge - 400 V.



MetalMaster X32100 tasub lähemalt vaadata. See on universaalne digitaalse näiduga kruvilõikamispink. Samuti on niidiindikaator. Seade töötab hästi mustade ja värviliste metallide sulamitega. Sulepea ulatus - 10 cm, pakutakse 18 töökiirust.
Muud valikud:
- ristliugused lähevad 13 cm;
- jahutusvedeliku pump tarbib 0,04 kW ja töötab majapidamisvõimsusel;
- masin ise töötab pingel 380 V ja tarbib 1,5 kW voolu;
- netokaal on 620 kg;
- on ette nähtud automaatne etteanne piki- ja põikitasandil.



Tööstuslikus tootmises väärib tähelepanu Stalex GH-1430B. Selle masina keskpunktide vaheline kaugus on 75 cm, see kaalub 510 kg ja on võimeline töötama 70 kuni 2000 pööret. Põhivarustus sisaldab paari stabiilset tuge ja paari mittepöörlevat keskust.
Hammasrattad on valmistatud kvaliteetsest karastatud terasest.


On asjakohane lõpetada Jet GH-2040 ZH DRO RFS mudeli ülevaade. See masin on varustatud 12 kW mootoriga. Spindli läbiv ava on 8 cm Väände säilib väga erinevatel kiirustel (24 asendit 9-1600 p/min). Tootja ise rõhutab materjali töötlemise täpsuse ja kiiruse erinõuete täitmist.


Mida valimisel arvestada?
Enamikul juhtudel tehakse kodutöökoja valik universaalsete mudelite kasuks. Neil ei ole kõrgeid tehnilisi omadusi, kuid need on lihtsa konstruktsiooniga ja suudavad 1-2 osa mitte seeriaviisiliselt töödelda. Kõik manipulatsioonid tehakse käsitsi. Töötlemise kvaliteet ja selle täpsus ei ole liiga kõrged.
Seda tasub kaaluda üha sagedamini müüakse "universaalmasina" nime all lihtsaid CNC seadmeid ja voodi otseteostust. Need võimaldavad teil rakendada juhtimisprogramme. CNC-süsteemid asendavad aktiivselt vanu universaalseid mudeleid. Kuid isegi aegunud proovide hulgas on jaotus. Niisiis, koopiamasinad ja poolautomaatsed masinad saavad hakkama keeruka kujuga osadega; sedalaadi kaasaegsetel näidetel on juhtimissüsteem.


Mida rohkem lõikehambaid, seda produktiivsem on seade. CNC-treimise multi-lõiketehnika sobib konkreetseteks operatsioonideks. Seda kasutatakse peamiselt erineva suurusega tootmisliinide jaoks. Igal juhul peaksite tähelepanu pöörama:
- toorikute mõõtmed;
- täpsuse tase;
- töötlemise tolerantsid;
- töödeldud metallide tüübid;
- töökeskuse kõrgus
- kasseti läbimõõt;
- voodi tüüp (sirge või kaldus);
- kasseti tüüp;
- täielik komplekt;
- mudeli ülevaated.


Mitmete kaasaegsete lõikevedelike kasutamisel on kaitse nende eest hädavajalik. Seda pakub iga vastutav tootja. Kruvilõikemasinad valitakse, võttes arvesse tööoperatsioonide arvu ja nende tüüpi. Me ei tohi unustada töödeldavate detailide pikkust ja läbimõõtu. Mida tugevam on masina alus, seda usaldusväärsem see on; liiga rasket seadet ei tohiks aga kodus kasutada. Keevitamist eelistatakse poltidele.
Lisaks pöörake tähelepanu:
- ühendusmeetodid;
- toiteallika parameetrid;
- tagasilöögi tase (või selle puudumine);
ekspertide ülevaated.


Töömeetodid
Sageli kasutatakse väliste silindriliste pindade töötlemiseks kruvilõiketreipinki. Sarnased tööd tehakse läbilõikuritega. Toorik kinnitatakse piisavalt suure üleulatusega. Arvatakse, et otste töötlemiseks ja detaili ära lõikamiseks piisab 7–12 mm üleulatusest detaili pikkuses. Kui kiiresti peaks spindel pöörlema, kui sügavale detaili tuleb lõigata, on kirjas tehnoloogilisel kaardil.
Lõikesügavust reguleeritakse risti etteandeketta abil. Pärast treimist lõigatakse paljudel juhtudel tooriku otspind erinevate lõikuritega. Mööduva või allalõikava lõikuriga on vaja sõita, kuni see puudutab tagumikku. Siis võetakse see ära ja nihutatakse vankrit paar millimeetrit vasakule. Tööriista risti liigutades eemaldatakse metallikiht otsast.

Keskmise suurusega servadel on võimalik metalli lihvida ja lõigata ühe püsiva lõikuriga. Välised sooned tehakse pilulõikurite abil. Sel hetkel on vaja töötada 4-5 korda aeglasemalt kui otste kärpimisel. Lõikuriga sõidetakse ettevaatlikult, ilma suurema pingutuseta, alati põikitasandil. Ristharu aitab määrata soone sügavust.
Toorikud lõigatakse sama meetodiga nagu soonte lõikamisel. Töö lõpetatakse kohe, kui hüppaja paksus väheneb 2 - 3 mm-ni. Lisaks katkestage masina väljalülitamisel lõikurist vabanenud osa.


Seadistusfunktsioonid
Õige reguleerimine ja reguleerimine toimub tehnoloogilise protsessi nüansse arvestades. Kui masin on seadistatud, töödeldakse 2 või 3 osa. Nad kontrollivad, kuidas järgitakse joonisel määratud parameetreid. Mittevastavuse korral viiakse läbi uuesti reguleerimine. Seadistusprotsessi oluline komponent on masinates töödeldavate detailide paigaldamise ja kinnitamise funktsioonide kindlaksmääramine.
Kui tsentrite ülaosad ei ühti, tagatakse joondumine sabatoe nihutamisega. Järgmisena pange rihmakassett. Seejärel võtavad nad üles ja panevad lõikuri täpselt telje kõrgusele. Padjadel peaksid olema korraliku töötlusega paralleelsed pinnad.
Te ei saa kasutada rohkem kui kahte vooderdust.


Spetsiaalselt kontrollitakse lõikuri otsa asetust piki tsentrite kõrgust. Kontrollimiseks tuuakse lõikur keskele, mille kõrgus on eelnevalt kontrollitud. Keskosa ise tuleb paigaldada sabavarre sisse. Väljaulatuv osa peaks olema lühem – maksimaalselt 1,5 varda kõrgust. Lõikuri liiga märkimisväärne üleulatus kutsub esile vibratsiooni ja ei võimalda teil tõhusalt töötada; lõikur peab olema kindlalt kinnitatud tööriistahoidikusse vähemalt paari hästi pingutatud poldiga.
Ümmargused toorikud tuleb paigaldada isetsentreeritava kolme lõuaga padrunisse. Aga kui detaili pikkus on rohkem kui 4 korda suurem kui läbimõõt, siis tuleb võtta kinnituskeskmega padrun või kasutada veopadruniga töötlemismasinaid. Lühikesed mitteümmargused toorikud kinnitatakse esiplaadi või neljalõualise padruniga. Vardad ja muud väikese läbimõõduga pikad osad juhitakse läbi spindli kanalite. Lõikerežiimi reguleerimisel pööratakse põhitähelepanu põhiliigutuse kiirusele ja lõikesügavusele; peate ka sööda reguleerima.


Tööohutus
Isegi kõige lihtsama masina ühendamisel peate kasutama elektriseadmete kaitsmiseks seadmeid. Skeem valitakse, võttes arvesse põhilisi inseneripunkte. Kruvilõikepingi iseseisev töötamine on lubatud ainult 17-aastaselt. Enne sissepääsu peate läbima ohutusalase instruktaaži. Lisaks tuleb teil kontrollida vastunäidustusi; töö enda käigus tuleb rangelt järgida töö- ja puhkerežiimi, pauside ajakava.
Puuvillases ülikonnas või poolkombinesoonis peate töötama keeratava treipingi kallal. Lisaks vajate yuftist valmistatud saapaid ja spetsiaalseid prille. Isegi kõige ettevaatlikumatel ja hoolikamatel töötajatel peaks olema esmaabikomplekt valmis vigastuste tagajärgedega toimetulemiseks. Tulekustuteid tuleks hoida töökodades.
Kui õnnetus juhtub, teavitatakse kohe juhtkonda ja päästeteenistusi.


Töökoht tuleb hoida puhtana. See on rangelt keelatud:
- lülitage masin sisse maapealse katkestuse korral, tõkete ja blokeeringute rikke korral;
- sisestage aiaga piiritletud piirid;
- eemaldage see tara (välja arvatud pädevate teenuste remondiks);
- alustada tööd ilma masina töökõlblikkust kontrollimata;
- kasutage tööpiirkonna reguleerimata valgustust;
- käivitage masin ilma määrimiseta;
- töötada ilma peakatteta;
- puudutage töötamise ajal liikuvaid osi;
- tugineda masinale (see ei kehti ainult töötajate kohta);
- vibratsiooni ilmnemisel jätkake tööd;
- lubage laastude kerimine töödeldavatele detailidele või lõikuritele.
Kõik saadud kiibid tuleb suunata rangelt teist eemale. Isegi kõige lühema töökatkestuse korral tuleb masin peatada ja voolust välja lülitada.Võrguühenduse katkestamine on vajalik ka elektrikatkestuse korral. Pingevabas olekus masin eemaldatakse, puhastatakse ja määritakse. Samamoodi toimub lahtiühendamine enne mis tahes kinnitusdetailide pingutamist.

Pööramis- ja kruvilõikamisseadmetel ei ole lubatud töötada kinnaste või labakindadega. Kui sõrmed on sidemega, peate kasutama kummist sõrmeotsi. Toorikuid ei tohi suruõhuga puhuda. Seadme osade käsitsi pidurdamine ei ole lubatud. Samuti ei saa mööda masinat midagi mõõta, puhtust kontrollida, osi lihvida.
Töö lõppedes lülitatakse masinad ja elektrimootorid välja, töökohad tehakse korda. Kõik kasutatavad toorikud ja tööriistad on virnastatud teatud kohtadesse. Hõõrduvate osade määrimine toimub juhendis ettenähtud sagedusega. Kõigist probleemidest teavitatakse juhtkonda koheselt, äärmisel juhul - pärast vahetuse lõppu. Vastasel juhul piisab tehnilise andmelehe juhiste ja tootja soovituste järgimisest.














Kommentaari saatmine õnnestus.