Seadmed kütusebriketi tootmiseks
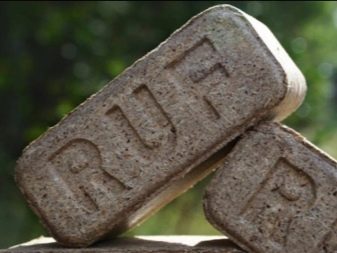
Kütusebrikett on kütuse eriliik, mis on tasapisi populaarsust kogumas. Pelleteid kasutatakse erahoonete ja tööstushoonete kütmiseks. Tooted meelitavad mõistliku hinna ja suurepäraste tööomadustega. Tasub üksikasjalikumalt kaaluda brikettide valmistamise iseärasusi ja seadmete liike.

Ekstruuderi omadused
Alustuseks tasub välja mõelda, mis on euroküttepuit. See on absoluutselt keskkonnasõbralik kütusetüüp, mille materjali kasutatakse:
- raiejäätmetes, mille hulka kuuluvad saepuru, väikesed laastud, puukoor ja lehestik, kasutatakse sageli ka puidutöötlemisest üle jäänud nõelu;
- põllumajandussaadusi töötlevate ettevõtete jäätmed;
- põhk, pilliroog, turbamuldade väikesed fraktsioonid;
- lindude väljaheited, mida moodustub suurtes kogustes 1-2 korda hooaja jooksul.


Täiustatud kütuse eelisteks on madal tuhasisaldus, pikk kasutusiga ja süsinikdioksiidi heitkoguste vähenemine umbes 10-15 korda. Kütusebriketi tootmine on kaasajastatud tehnoloogiline protsess, mille kaudu on võimalik osakesi kokku liimida.
- Esiteks puhastatakse toorained põhjalikult, eemaldades lisandid. Ka selles etapis viiakse läbi puidujäätmete esialgne purustamine väikesteks osakesteks.
- Järgmisena materjal kuivatatakse. Soovitud tulemuse saavutamiseks on oluline alandada õhuniiskust 8-12%-ni.
- Jäätmed purustatakse uuesti, et saada veelgi peenemaid fraktsioone, mida on lihtsam pressida.
- Neljas etapp hõlmab toorainete töötlemist auruga, et tõsta niiskusindeksit teatud väärtusteni.
- Alles pärast seda hakkavad nad materjali pressima ekstruuderite - spetsiaalsete paigalduste - abil.
- Seejärel jahutatakse valmis brikett ja viiakse läbi lõplik kuivatamine.
Viimane etapp on saadud toodete pakendamine.


Nüüd rohkem ekstruuderist. See on masin, mille abil on võimalik materjali pehmendamise või sulatamise teel anda sellele vajalik kuju. Protsess seisneb kokkupressitud massi väljapressimises läbi selleks ette nähtud aukude.
Allpool on loetletud ajakirjanduse peamised konstruktsioonielemendid.
- Mikser. Tagab mitut tüüpi tooraine tõhusa segamise ja võimaldab saada homogeense segu.
- Maatriks. Tema abiga on võimalik anda toorainele vajalik kuju.
- Punch. See avaldab esialgsele segule survet.
- Ajamiga varustatud töömehhanism. Elektrienergia on vaja muundada mehaaniliseks energiaks, mis on survejõud.
- Voodi. Vundament, millel toetub ülejäänud konstruktsioon.
Ekstruuder sisaldab ka korpust, kütteelementi, kruvi ja pead kindla kujuga brikettide moodustamiseks.
Press on spetsiaalne aparaat, mis toodab kompaktset ja sobib pikaajaliseks ladustamiseks ja brikettide kasutamiseks.
Presside tüübid
Tootjad toodavad kütusebriketi tootmiseks erinevat tüüpi masinaid. Vastavalt tööpõhimõttele on üksused jagatud kahte tüüpi.
- Vahelduvad briketitaimed. Sel juhul kordab seade sama tsüklit: laadib toorainet, surub kokku ja vabastab valmistoote vormist. Korduste arv ei ole piiratud.
- Pidev tegevus. Ekstruuderid kuuluvad sellesse kategooriasse. Briketi tootmisprotsess toimub toormaterjalide paigaldamisega paigaldusse, millele järgneb toote väljapressimine. Samuti vastutavad seadmed vardade lõikamise eest.


Ekstruuderid omakorda jagunevad ka erinevatesse rühmadesse.
Käsiraamat
Sellised minipressid on teraselementide lihtne disain, mis sisaldab:
- Pressi vorm;
- alusosa;
- kolb;
- käepide.
Vajadusel saab sellist ekstruuderit iseseisvalt kokku panna. Seadme eelisteks on kerge kaal ja transpordi lihtsus. Seade sobib rohkem väikeste mahtudega töötamiseks.


hüdrauliline
Neid eristab kolbpumba olemasolu, mille kaudu on võimalik paigalduse jõudlust reguleerida. Konstruktsioonis on ka elektrimootor ja paak, milles asub hüdroõli. Masina omadused:
- katkendlik meetod briketi tootmiseks;
- jõupingutuste tegemine söe või muude toorainete pressimiseks, surudes õli spetsiaalsesse õõnsusse;
- kõrge erirõhk – kuni 1500 kg/cm2.
Briketi saamiseks laaditakse toorained pressi eelnevalt arvutatud portsjonite kaupa. Pärast kokkupressimist vabastab masin valmis graanulid.Hüdraulilise masina peamine eelis on madal hind. Tootjad märgivad ka võimalust teha tellisekujulisi brikette, mis lihtsustab oluliselt materjali transportimist ja ladustamist. Miinuste hulgas on väike sooritus.


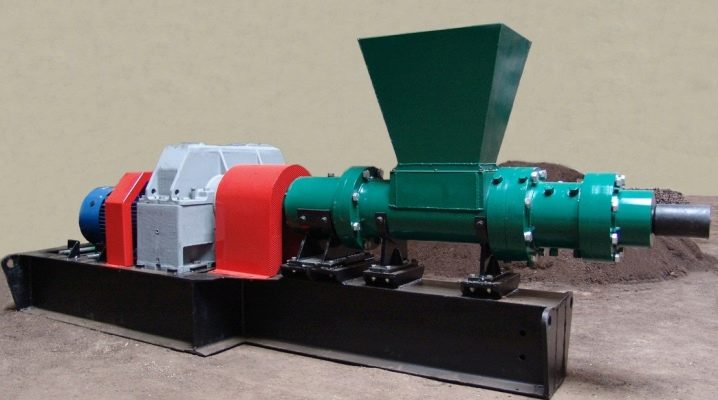
Löök-mehaaniline
On ette nähtud brikettide moodustamiseks löökekstrusiooni põhimõttel. Pressi konstruktsioon sisaldab kolvi, mis asetatakse pumba sisse horisontaalselt silindri kujul. Selliste üksuste peamised parameetrid:
- materjali valmistamise meetod - pidev;
- töökorpus - väntvõll, mis on varustatud ühendusvardaga;
- maksimaalne rõhk - 2500 kg / cm2.
Seadmed kuuluvad keskmise segmendi paigalduste kategooriasse, kui arvestada kulusid. Samal ajal demonstreerib masin suurepärast jõudlust, suudab töötada suures koguses toorainega.


Eraldi kategooria on kruviekstruuderid, mille kaudu on võimalik korraldada pidevat briketitootmist. Pöörlev kruvi toimib masinas töötava kehana ja maksimaalne rõhuindikaator ulatub 3000 kg / cm2.
Pressi töö põhineb ekstrusiooni põhimõttel:
- kruvi surub segu kokku;
- komponendid pressitakse välja spetsiaalsesse auku - stantsi;
- kanali kooniline kuju tagab tooraine vajaliku kokkusurumise, moodustades briketi.


Sarnane toiming viiakse läbi ka kiilu pilusse löömise protsessis. Kruvimasinate eeliste hulka kuuluvad:
- suure tihedusega brikettide tootmine, mis võimaldab saavutada materjali pikaajalist põlemist ja suuremat soojusülekannet;
- suurenenud tootlikkus, tänu millele on võimalik ajaühikus saada rohkem briketti kui hüdroseadmel;
- usaldusväärne palgikuju - kuusnurkne sektsioon, mille keskel on läbiv ava, mis tagab õhuvoolu sisekihtidesse.
Kruviekstruuderist vabanev materjal põleb täielikult ja ei jäta peaaegu üldse tuhka maha.
Paigalduse ainus puudus on kõrge hind.

Kütuse euroküttepuidu tootmise seadmete turgu esindab lai valik ekstruudereid. Seetõttu ei ole alati lihtne otsustada, milline mudel on usaldusväärse ja kiire protsessi jaoks optimaalsem. Pressi ostmisel peaksite arvestama järgmiste punktidega.
- Mootori võimsus. See sõltub otseselt maja sissepääsu juures asuva kaitselüliti läbilaskevõimest ja selle määrab ka kaablite ristlõige. Parim variant on kruviüksused: neil on maksimaalne jõudluse indikaator.
- Mõõtmed. Koduseks kasutamiseks sobivad väikesed paigaldused, võite eelistada käsitsi ekstruuderit.
- Toodetud tooraine maht. Kui plaanitakse pidevat brikettide tootmist, tuleks eelistada suuri ühikuid, millel on kõrge jõudlusnäitaja. Koduseks kasutamiseks sobivad käsitsi tüüpi paigaldused, mis sobivad väikese arvu toorikute moodustamiseks.
Eurowoodi jaoks masina ostmine nõuab hoolikat lähenemist. Lisaks tasub arvestada tootja ja omadustega. Ärge jätke tähelepanuta nende inimeste ülevaateid, kes on ostetud seadmeid juba kasutanud. Eksperdid ei soovita hinnale tähelepanu pöörata, kuna see ei ole määrav tegur.


Muu varustus liinil
Kütusebriketti valmistatakse erinevat tüüpi puidujäätmetest, aga ka bioloogilist päritolu jääkidest.
Kõige kuumemad tooted saadakse õli- ja teraviljakultuuridest.
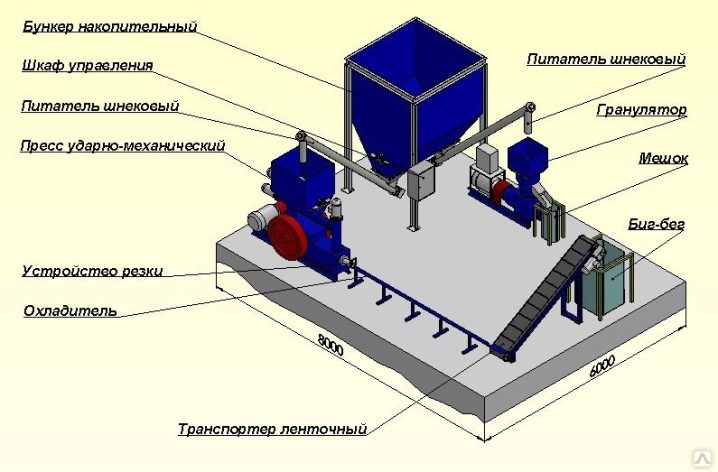
Täielik tootmisliin sisaldab lisaks ekstruuderitele mitmeid lisaseadmeid, millest igaüks vastutab teatud etapi eest.

Kvaliteetse euroküttepuidu tootmiseks kasutatakse ka järgmisi seadmeid.
- Purustid ja veskid. Peamiselt rakendatav õlgedest, puidujäätmetest brikettide moodustamisel. Seda tüüpi paigaldised on suunatud tooraine põhjalikule lihvimisele. Mida peenemad on osakesed, seda tihedam brikett tuleb, mis tähendab, et ka selle jõudlus on suurem.

- Kalibraatorid. Nende abiga sõelutakse välja vajaliku suurusega osakesed, mis seejärel lähevad edasi briketi tootmiseks. Ülejäänud tooraine, mis ei ole valikut läbinud, saadetakse täiendavale töötlemisele.

- Kuivatuskambrid. Siin on kõik lihtne: tooraine täidetakse niiskusega ja pärast lihvimist tuleb jälgida puidu niiskusesisaldust. Ainult nii saab briketi jõudlust parandada. Tuleb märkida, et kuivatuskambreid kasutatakse nii enne kui ka pärast tooraine jahvatamist. Mida kuivem on brikett, seda paremad on selle omadused. Enamik installatsioone võimaldab teil parameetreid reguleerida.

- Brikettimismasin. Teisisõnu, ekstruuder, mis on jagatud mitmeks tüübiks. Sõltuvalt kasutatavate seadmete tüübist ei erine mitte ainult briketi lõplik kuju, vaid ka selle omadused. Kaasaegsed mudelid tõstavad kambris temperatuuri, teostades seega toorainete kuumtöötlust, et moodustada kaitsekesta.

- Pakkimistehas. Kaasatud töö viimases etapis. Eurowood asetatakse tsellofaani, et vältida niiskust valmistoodetes ja pikendada seeläbi nende säilivusaega.


Vajadusel saab iga masinat täiustada. Selleks on vaja hüdraulilist tungrauda või spetsiaalset pressi, mis töötab ka hüdraulikaga.
Lisaks tasub soovitud tulemuse saavutamiseks kaaluda kinnitusdetailide ja muude tulevase disaini elementide ostmist. Enne vajalike kaupade ostmist on soovitatav uurida tulevase masina skeemi, mille leiate hõlpsalt netist. Loetleme moderniseerimise peamised etapid.
- Alusena kasutatakse kanaleid, mis keevitatakse kokku. Nurgad 100x100 toimivad nagidena.
- Vormivorm on tavaliselt valmistatud paksuseinalisest terastorust. Läbimõõt määratakse nende toodete mõõtmete alusel, mida kavatsetakse valmistada. Lisaks on torus 4-5 mm läbimõõduga augud, et korraldada vee õigeaegset eemaldamist kokkusurumise ajal.
- Maatriksi külge on kinnitatud eemaldatav põhi, mida kasutatakse hiljem valmis brikettide väljavõtmiseks.
- Varras on moodustatud 30 mm läbimõõduga torust, mis on lisaks varustatud stantsiga. Toru teine ots on paigaldatud hüdromehhanismi.


Enne seadme laadimist segage segu põhjalikult maatriksis. Sellele aitab kaasa omatehtud trummel, mis on valmistatud lehtterasest. Võite kasutada ka olemasolevat pesumasina trumlit.
Lõpuks viimane samm on aluse kokkupanek, millele järgneb paigaldamine. Loomulikult ei võimalda sellised seadmed teil saada maksimaalse tihedusega küttepuitu.Kuid installimine saab ülesandega kiiresti hakkama.















Kommentaari saatmine õnnestus.